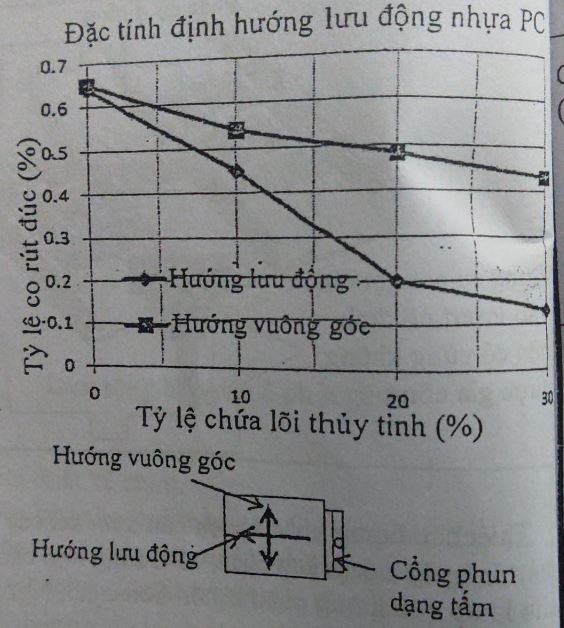
Nhựa trong lòng khuôn có tỷ lệ co rút đúc khác nhau tùy theo áp lực truyền theo hướng trung tâm cổng phun. Hình bên dưới biểu thị tỷ lệ co rút nhựa PC lõi thủy tinh. Tỷ lệ co rút uốn theo tỷ lệ co rút giữa hướng dòng chảy và hướng vuông góc là khác nhau.
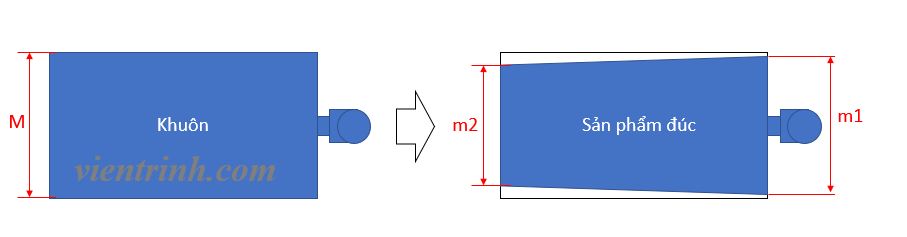
Ngoài ra, theo như hình bên dưới, dù ở phía cổng phun hay phía đối diện cổng phun, tỷ lệ co rút đúc khác nhau tùy theo áp lực phun và khoảng phun trong quá trình đúc. Về phía cổng phun, tỷ lệ co rút đúc sẽ nhỏ đi. Sự co rút khác nhau tùy theo chênh lệch định hướng nhựa khi lưu động và áp lực phun. Đối với kích thước khuôn M thì phần tỷ lệ co rút phía cổng phun của sản phẩm đúc nhỏ đạt kích thước m1. Hơn nữa, phía đối diện khổng đủ áp lực phun nên tỷ lệ co rút lớn hơn và có kích thớc m2
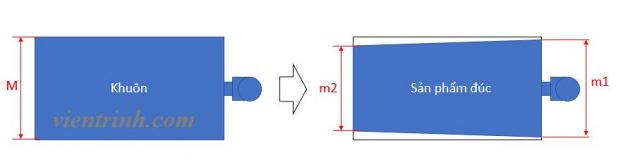
Tóm lại, cho dù kích thước khuôn giống nhau nhưng kích thước sản phẩm sau khi đúc sẽ tùy vào từng vị trí mà khác nhau.
Bên dưới là tỷ lệ co rút đúc của nhựa thông thường, nhưng loại nhựa nào cũng sẽ có vùng tỷ lệ co rút nhất định
| Vật liêu | Tỷ lệ co rút (%) |
| PE | 1.5~3.0 |
| PP | 1.2~2.5 |
| PS | 0.4~0.6 |
| ABS | 0.4~0.6 |
| PA | 0.5~2.5 |
| POM | 2.0~3.0 |
| PC | 0.4~0.8 |