Bản chất của quá trình đúc phun là ứng dụng khả năng dẻo hóa của nhựa khi gia nhiệt, quá trình này chỉ xảy ra sự thay đổi về tính chất vật lý của sản phẩm và vật liệu mà không xảy ra sự thay đổi về tính chất hóa học (không xảy ra các phản ứng hóa học trong quá trình đúc). Các phân tử và chuỗi mạch carbon tái sắp xếp lại trong quá trình cứng hóa (làm nguội)
Vì vậy, ảnh hưởng tới tính chất hóa học hoặc tính chất điện là rất ít. Nhưng tính chất cơ học thì có thể bị thay đổi do điều kiện đúc. Đặc biệt, đúc phun là phương pháp cho nhựa nóng chảy có tính đàn hồi chảy nhanh vào khuôn và làm lạnh nhựa ở áp lực cao nên nhiều ảnh hưởng của ứng lực tồn dư do mật độ phân tử cao, hoặc do quá trình kết tinh xảy ra ở nhiệt độ không phù hợp, dẫn đến độ kết tinh hóa không cân bằng hoặc cấu trúc kết tinh không đạt yêu cầu.
TÍNH ĐỊNH HƯỚNG
Tính định hướng do lưu động của nhựa ở trong quá trình đúc phun là không tránh khỏi. Nó gây ảnh hưởng lớn đến nguyên liệu và bị thay đổi do ảnh hưởng của nhiệt độ (nhiệt độ khuôn, nhiệt độ nhựa), áp lực (áp lực phun, tốc độ phun, nén và giữ áp…).
Tham khảo video về dòng chảy nhựa trong quá trình phun
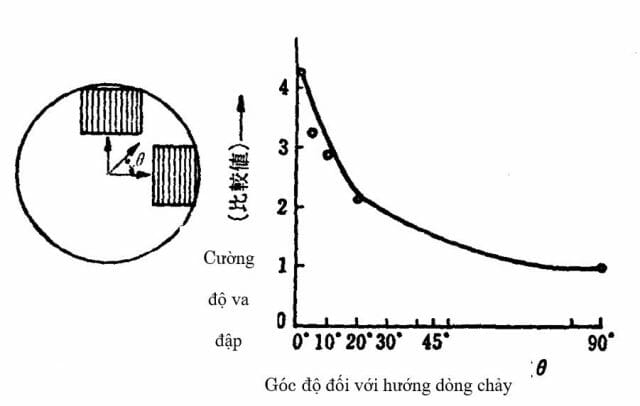
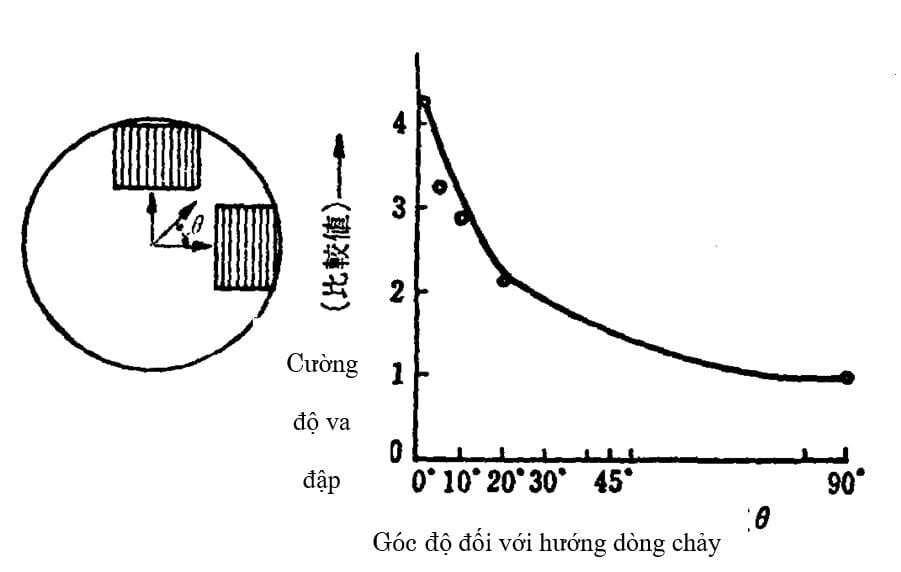
Hình trên là ví dụ cho thấy quan hệ giữa hướng lưu động nhựa và độ mạnh của cường độ va đập. Điều này ảnh hưởng tới hướng sắp xếp của các phân tử nhựa. Chúng ta có thể thấy được trong thực tế khi nhựa phun qua các vị trí có tiết diện thay đổi đột ngột hoặc bị cản trở bởi cấu trúc cavity. Thường thì tại các vị trí này sự định hướng của nhựa sẽ khác đi so với các vị trí khác, do vậy ngoại quan của sản phẩm cũng có sự khác biệt (có thể thấy được ở các vị trí như pin đẩy, ogame, lifter…)
Đặc biệt với hướng vuông góc, với trường hợp nhiệt độ khuôn cao thì tỷ lệ chênh lệch về lực va đập so với hướng lưu động có thể là 2:1 , nhưng khi nhiệt độ khuôn thấp thì tỷ lệ này có thể là 2.5~5 : 1 (có sự chênh lệch rất lớn khi thay đổi nhiệt độ khuôn)
QUAN HỆ VỚI NHIỆT ĐỘ NHỰA
Khi tăng nhiệt độ nhựa, tính lưu động của nguyên liệu cũng tăng lên (độ nhớt giảm – viscosity) và vận tốc phun phủ kín khuôn cũng nhanh hơn. Tuy nhiên khi nhiệt độ khuôn cao cũng dẫn tới thể tích nhựa tăng và với cùng một dung lượng phun, lượng phân tử nhựa được phun vào trong khuôn sẽ ít đi và độ co ngót cũng nhiều hơn, điều này có thể dẫn tới hiện tượng lõm (sinkmark) hoặc NG kích thước. Ngoài ra, nhiệt độ càng cao thì càng dễ phát sinh thay đổi màu, silver do quá trình phun có thể phát sinh nhiệt ma sát (đặc biệt tại các vị trí tiết diện phun nhỏ như nozzle hoặc gate), dẫn đến quá nhiệt và nhựa bị phân giải.
QUAN HỆ VỚI NHIỆT ĐỘ KHUÔN
Nâng nhiệt độ khuôn lên cao thường sẽ ảnh hưởng tốt tới chất lượng sản phẩm đúc. Vì giảm được sự định hướng không đều của nhựa tại bề mặt khuôn khi hình thành lớp da. Nguyên liệu được làm lạnh dần, và có thể có tốc độ làm lạnh đồng đều. Khi đó nhựa sẽ kết tinh đều hơn, co ngót đều hơn, chất lượng đường hàn nhựa (weld-line, meld-line) cũng tốt hơn.
Tuy nhiên, khi tăng nhiệt độ khuôn, đồng nghĩa với việc chu kỳ (cycle time) sẽ tăng vì mất nhiều thời gian làm nguội hơn (cooling time tăng). Do vậy, cần phải cân đối để đạt năng suất và tối ưu chi phí. Bên cạnh đó, nhiệt độ khuôn cao cũng làm tính co rút đúc tăng lên, khó kiểm soát kích thước.
QUAN HỆ VỚI ÁP LỰC PHUN & NÉN
Khi áp lực phun tăng cao, sẽ đem lại kết quả tốt trong trường hợp nhiệt độ khuôn cao. Nhưng khi nhiệt độ khuôn hoặc nhiệt độ nguyên liệu thấp thì tính định hướng lưu động sẽ mạnh, tồn tại những vị trí phân tử nhựa định hướng không đều và ảnh hưởng tới tính chất cơ học của sản phẩm. Ngoài ra, áp lực phun cao có thể dẫn tới nhựa bị dồn nén cục bộ và tăng mật độ phân tử nhựa trong khuôn, sau khi nguội, dưới sự giãn nở nhiệt có thể xảy ra hiện tượng nứt vỡ vì mật độ phân tử nhựa quá cao dẫn đến không còn chỗ trống khi giãn nở.
QUAN HỆ VỚI TỐC ĐỘ PHUN
Khi tốc độ phun cao, nhiệt ma sát do nhựa phun qua các vị trí có tiết diện hẹp như nozzle và gate có thể dẫn đến các lỗi liên quan đến biến màu do nhựa bị phân giải nhiệt, silver. Ngoài ra còn ảnh hưởng tới tốc độ và khả năng thoát khí của khuôn do sự điền đầy xảy ra quá nhanh trong khi khí không thoát kịp, dẫn tới hiện tượng cháy khí hoặc silver.
Vận tốc phun cao sẽ giúp nhựa điền đầy được các vị trí có bề dày (tiết diện) nhỏ, giảm lỗi về đường hàn nhựa và lỗi dòng chảy (flow mark)
Anh có thể viết những lỗi thường gặp trong ép phun, có hình ảnh và phương pháp sử lý dc ko ?