MỘT SỐ YẾU TỐ ẢNH HƯỞNG
Một trong những điểm quan trọng cho tất cả quá trình đúc phun đó là chất lượng của quá trình nhựa nóng chảy. Đó là sự kết hợp của nhiều yếu tố như nhiệt độ, độ nhớt, thành phần nhựa, mật độ nhựa… Liên quan đến vấn đề dẻo hóa (làm tan chảy và nhào trộn nhựa), chúng ta cần quan tâm tới một số điểm sau
- Dung lượng phun của xylanh cần phù hợp với shot size
- Loại nhựa đang sử dung (nhựa dẻo vô định hình hay nhựa dẻo bán tinh thể), thành phần chất phụ gia (có thể tra cứu Technical sheet của nhà sản xuất ví dụ như HIPS-MS500, PBT …)
- Loại trục vít (tỷ lệ L/D, đường kính, nozzle mixing, cánh vít…)
- Hình dạng và kích thước của hạt nhựa
- Độ nhất quán và tính đồng đều của hạt nhựa
- Số lượng và phân bố các zone nhiệt trên xylanh.
Trong bài viết này, mình sẽ tập trung vào 2 yếu tố đầu tiên.
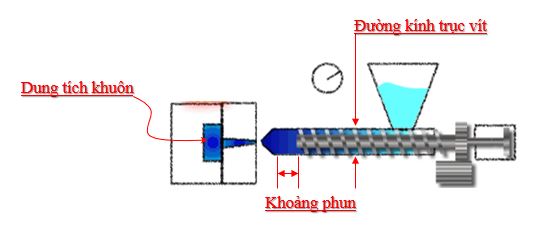
DUNG LƯỢNG PHUN
Dung lượng phun của máy đúc là lượng có thể phun trong 1 shot. Được tính bằng thể tích của lượng nhựa trong 1 lần phun (diện tích xylanh * khoảng phun). Trong catalogue của máy đúc, có thể hiện dung lượng phun tối đa. Dung lượng phun cũng là trọng lượng của 1 shots (bao gồm sản phẩm và runner). Do vậy, khi xác định dung lượng phun, trường hợp có sản phẩm mẫu, có thể cân sản phẩm mẫu đó, trường hợp có dữ liệu 3D, có thể tính dung lượng phun bằng cách chia dữ liệu trọng lượng cho trọng lượng riêng của nhựa nóng chảy.
Công thức tính
- V=W/ρm
Trong đó:
- V: Dung lượng phun (cm³)
- W: Trọng lượng linh kiện – bao gồm sản phẩm và runner (g)
- ρm: Trọng lượng riêng của nhựa nóng chảy tương ứng (g/cm³)
Về cơ bản, khi chọn và xác định máy, cần sử dung trong phạm vi 20~70% dung lượng phun thể hiện trên catalogue của máy đúc. Không chỉ vì dung lượng phun của máy tăng lên sẽ làm ảnh hưởng tới năng lực hóa dẻo, mà còn để tránh phun nhựa chưa nóng chảy.
SHOT SIZE & BARREL CAPACITY
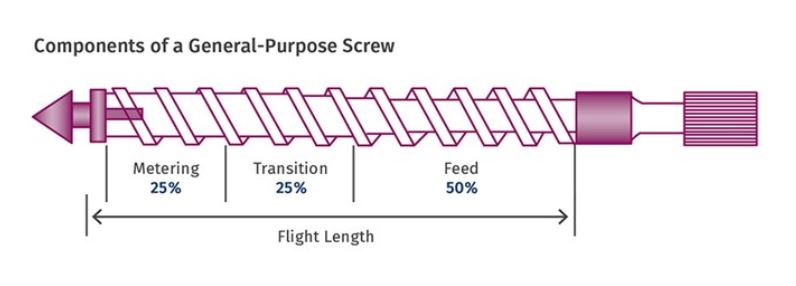
Cấu tạo trục vít gồm phần nạp, phần nén và phần định lượng và cần có một lượng cushion nhất định khi phun. Do đó cần xác định khoảng phun nằm trong phần định lượng và trong phạm vi 20~70% dung lượng phun thể hiện trên catalogue để đảm bảo được sự ổn định trong quá trình sản xuất.
Thực tế cho thấy rằng, với shot size nhỏ hơn 20% dung lượng phun của máy sẽ cho hiệu quả nhào trộn và tan chảy kém.
→ Với vận tốc quay của trục vít thấp (lower rpm) và thời gian nạp nhựa ngắn (short screw rotation times) sẽ dẫn tới kết quả nhào trộn và tan chảy kém
Nhiệt lượng cấp cho quá trình tan chảy của nhựa phần lớn đến từ nhiệt ma sát cắt sinh ra khi trục vít quay và nạp nhựa (chiếm 80%, 20% còn lại là từ heater của xylanh). Do vậy, khi shot size nhỏ hơn 20%, trục vít chỉ cần quay với thời gian rất ngắn là đã đủ nhựa, khi đó nhiệt ma sát sinh ra chưa đủ để cung cấp cho quá trình dẻo hóa và ảnh hưởng tới chất lượng nhựa.
Vậy với shot size lớn hơn 70% dung lượng phun của máy thì sao? Như hình trên, từ cấu tạo của trục vít. Với shot size lớn hơn 70%, trục vít có thể quay với vận tốc đủ lớn để nạp được lượng nhựa đủ cho large shot size. Nhưng sẽ phát sinh vấn đề khác/
Ví dụ với trục vít tỷ lệ L:D là 20:1, tổng số cánh vít ở vùng feeding là 10, với shot size 70% dung lượng phun sẽ có 6.5 cánh vít nằm ở phía sau của phễu hopper xả nhựa. Điều này có nghĩa là chỉ có 3.5 cánh vít làm nhiệm vụ nạp nhựa sau đó lượng nhựa đó sẽ bị chuyển ngay đến phần nén (compress).
Mặc dù tại vùng feeding, hầu như nhựa chưa được nóng chảy nhưng đã được đẩy đi, hấp thụ nhiệt dần dần và mềm hóa. Phần tiếp theo có rãnh screw nhỏ dần, nguyên liệu đúc vừa được đẩy đi, đồng thời nhận áp lực nén. Quá trình này phát sinh nhiệt ma sát và kết hợp với nhiệt từ heater của xylanh, nhựa được làm nóng chảy hoàn toàn và nhào trộn sau đó đẩy sang vùng cân (meetering).
Như vậy, với shot size lớn, nhựa qua vùng feeding mà chưa được hấp thụ đủ nhiệt à sẽ ảnh hưởng tới quá trình nén và nhào trộn.
NGUYÊN LIỆU
Tốc độ quay của trục vít và áp lực nạp nhựa sẽ tùy thuộc vào nguyên liệu. Trường hợp nguyên liệu có tính ổn định nhiệt độ kém như nhựa vilyl clorua cứng, nén đột suất sẽ gây ra phân dải nhiệt do quá nhiệt, vì vậy tiến hành nén dài sẽ tốt hơn (tốc độ thấp). Ngoài ra, những nguyên liệu có nhiệt độ nóng chảy cao như nylon thì phần nén để ở áp lực nén cao và thời gian ngắn thì sẽ tốt hơn (vận tốc cao).
Bên cạnh đó, trọng lượng riêng của nhựa ở trạng thái rắn và trạng thái nóng chảy là khác nhau (tham khảo bảng bên dưới).
| TRỌNG LƯỢNG RIÊNG VÀ TRỌNG LƯỢNG RIÊNG NÓNG CHẢY CỦA MỘT SỐ LOẠI NHỰA | ||
| Nhựa | Trọng lượng riêng nóng chảy rm (g/cm3) | Trọng lượng riêng r (g/cm3) |
| PS | 0.96 | 1.05 |
| ABS | 0.96 | 1.06 |
| PE, PP | 0.75 | 0.92 |
| PMMA | 1.1 | 1.17 |
| PC | 1.09 | 1.2 |
| POM | 1.2 | 1.41 |
[Ví dụ] – Chọn máy đúc dựa trên dung lượng phun đã biết và trọng lượng sản phẩm
- Khối lượng linh kiện là 90g. Có 4 cavity. Khuôn Hot runner. Hỏi – có thể đúc bằng máy 350 tấn theo các thông số ở bảng bên dưới không?
| [VÍ DỤ] BẢNG DUNG LƯỢNG PHUN THEO CATALOGUE | ||
| Lực ép khuôn (Tấn) | Đường kính xylanh (mm) | Dung lượng phun (g) |
| 150 | 40 | 206 |
| 220 | 46 | 318 |
| 280 | 58 | 505 |
| 350 | 66 | 810 |
| 450 | 76 | 1238 |
⇒ Tổng trọng lượng 4 cavity = 360g. Theo bảng trên, máy 350 tấn có thể đáp ứng dung lượng phun quy đổi max = 810g. Như vậy tổng trọng lượng sản phẩm chỉ chiếm 44% khả năng của máy nên hoàn toàn có thể dùng máy 350 tấn để đúc được (Dĩ nhiên về mặt thực tế sẽ còn phải xem xét nhiều khía cạnh khác)
Dựa vào công thức tính dung lượng phun, có thể tính ra khoảng phun tương ứng. (thay vì việc phải mò mẫm và đúc short shots như rất nhiều người đang làm, đôi khi làm không tốt dẫn tới hỏng khuôn vì flash/ bavia do đẩy quá nhiều nhựa vào trong khuôn hoặc thiếu quá nhiều nhựa dẫn đến bị kẹt nhựa trong các hốc insert)
Trong ví dụ trên. Giả sử sản phẩm sử dụng nhựa PS. Ta xác định dung lượng phun theo thể tích nhựa nóng chảy
V = W/ρm = 360/0.96 = 375 (cm³)
Đường kính xylanh máy 350 tấn là 66mm (6.6cm) → Khoảng phun = 375/(π*6.6²/4) = 10.96 cm
