KIỂM SOÁT TỐC ĐỘ PHUN
Quá trình phun bao gồm quá trình điền nhựa vào trong khuôn và quá trình nén giữ áp để điền đầy hoàn toàn sản phẩm và bổ sung lượng nhựa bị co rút. Trong quá trình đó, kết hợp với việc khuôn được làm mát liên tục, nhựa sẽ khô dần và quá trình phun kết thúc khi nhựa tại gate khô (gate sealed) – cho dù có cài đặt cho máy tiếp tục phun hoặc nén nhựa sau khi gate đã khô thì cũng không có ý nghĩa do không ảnh hưởng tới lượng nhựa trong khuôn.
Kiểm soát chương trình của tốc độ phun là việc điều chỉnh tốc độ nhựa nóng chảy chảy trong khuôn để tạo thành trạng thái phù hợp nhằm mục đích là phòng tránh lỗi ngoại quan của vật đúc.
Phương pháp kiểm soát này sẽ chia chu trình phun thành nhiều khoảng (Giai đoạn) và kiểm soát tốc độ phun thích hợp cho mồi gian đoạn. Xem xét từ tính chất thông thường của nhựa cho thấy nhựa từ trạng thái lưu động do khi gia nhiệt và sẽ mất đi tính lưu động rất nhanh khi ở trong khuôn do bị làm nguội. Với khía cạnh này, cho thấy tốc độ phun càng nhanh sẽ càng tốt.
Đặc biệt với các loại nhựa có tính kết tinh như nylon, poly acetal, khu vực nhiệt độ nóng chảy rất nhỏ nên tốc độ phun cần phải nhanh để tránh nhựa bị kết tinh trong quá trình phun (khi nhiệt độ nằm ngoài khu vực nóng chảy). Ngược lại, đối với nhựa có tính ổn định nhiệt như nhựa vinyl clorua cứng, khi phun với tốc độ cao có thể phát sinh các lỗi vệt đen …
CÀI ĐẶT VẬN TỐC PHUN
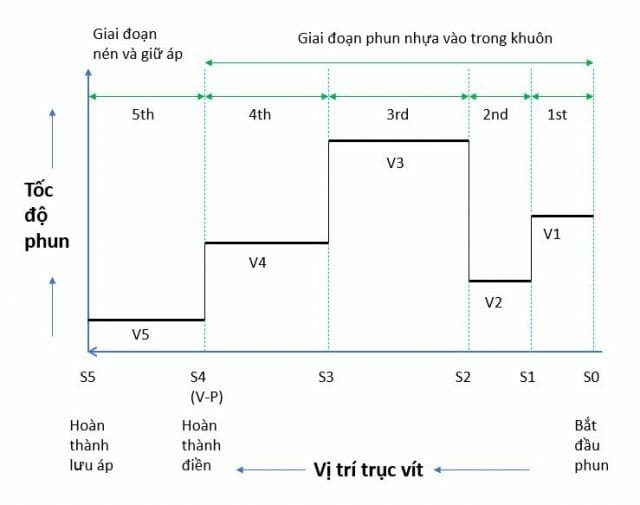
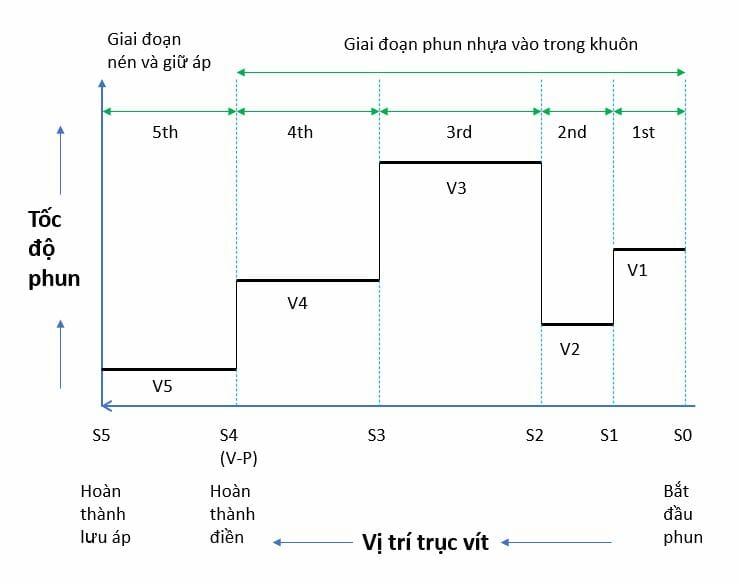
Hình bên trên là ví dụ chương trình tốc độ phun. Tốc độ cao (vị trí S0 → S1), đây là giai đoạn nhựa phun từ nozzle tới khi điền đầy runner (đến vị trí ngay trước gate), cần phun với vận tốc cao để tối ưu chu kỳ và để nhựa không bị mất tính lưu động.
Tiếp theo đến gần vị trí gate (S1 → S2 là phần điền nhựa từ trước gate tới khi đi qua gate và 1 phần nhỏ của sản phẩm) thì chọn tốc độ V2 thấp để tránh jetting. Tại vị trí này, do tiết diện gate nhỏ nên ma sát nhiệt sinh ra sẽ lớn, khi để vận tốc cao, ngoài lỗi jetting thì nhựa có thể bị cháy dẫn tới các lỗi khác như cháy, silver…
Tiếp đến phần điền đầy nhựa trong lòng khuôn (S2 → S3) thì chọn tốc độ V3 cao để tránh flowmark, đường hàn nhựa weld line – meld line…
Tại nơi sắp hoàn thành giai đoạn phun (S3 → S4) cần giảm tốc độ V4 xuống để tránh các lỗi bavia, overpack, silver… do nhựa đã điền đầy khoảng 80% đến 90% sản phẩm ở giai đoạn phun trước nên áp lực nhựa ở khoảng điền này sẽ tác động nhiều nên vùng PL và bị ảnh hưởng nhiều do khí bị nén lại ở vùng điền nhựa cuối trên sản phẩm, cần điền với vận tốc chậm hơn để khí gas thoát ra kịp.
Sau khi hoàn thành vị trí S4 (V-P) thì chọn tốc độ thấp V5 cho công đoạn bổ sung lượng co rút trong lúc làm mát.
MÔ HÌNH CÀI ĐẶT CƠ BẢN
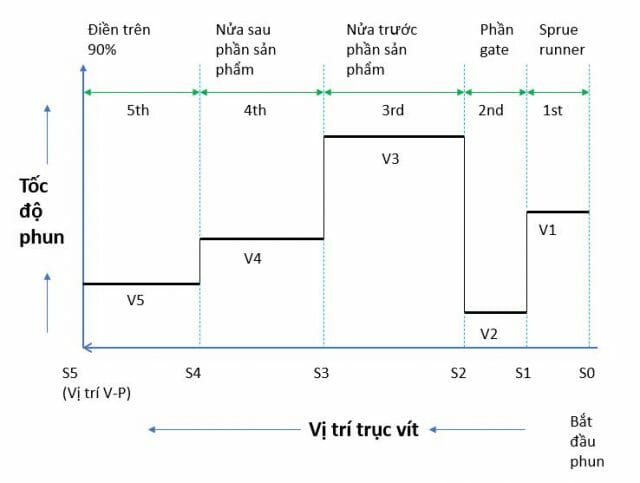
| Giai đoạn | Vị trí trục vít | Tốc độ trục vít | Lý do |
| Khoảng 1st | Điền vào sprue & runner | Đặt tốc độ hơi nhanh | Xử lý rút ngắn chu kỳ dành cho các phần không cần thiết |
| Khoảng 2nd | Đi qua phần gate | Đặt tốc độ hơi chậm | Chống hàng lỗi ở phần xung quanh gate như jetting, silver… |
| Khoảng 3rd | Nửa trước phần sản phẩm | Đặt tốc độ nhanh | Xử lý hàng lỗi như thiếu nhựa (short) hoặc đường hàn nhựa xấu |
| Khoảng 4th | Nửa sau phần sản phẩm | Đặt tốc độ vừa | Cài đặt theo điều kiện ngoại quan |
| Khoảng 5th | Điền trên 90% | Đặt tốc độ chậm | Xử lý hàng lỗi như cháy khí, bavia, silver… |
Bài viết rất hay, cảm ơn bạn.
Cám ơn Anh
Bài viết rất ý nghĩa ạ