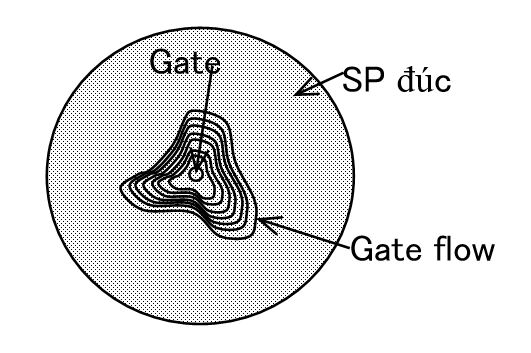
Lỗi flow mark hay còn gọi là vân song (vết dòng chảy). Là hiện tượng vệt nhựa lỏng chảy thành hoa văn vòng tròn (các quầng vòng tròn) có tâm là vị trí cổng phun.
Có thể cho rằng, flow mark là hiện tượng phát sinh do quá trình làm đông nhựa nóng chảy vào khuôn đầu tiên diễn ra quá nhanh tạo ra ranh giới giữa chúng với lượng nhựa chảy vào tiếp sau đó.


| Lý do | Nguyên nhân | Giải pháp |
| Lượng nhựa điền vào trong khuôn ở giai đoạn đầu bị đông lại sau khi qua gate | – Điều kiện đúc không phù hợp (Nhiệt độ nhựa thấp, độ nóng chảy chưa đủ, tốc độ phun chậm) – Gate không phù hợp – Nguyên liệu không phù hợp |
– Nâng cao nhiệt độ xylanh – Nâng cao nhiệt độ khuôn – Tăng tốc độ phun (giảm chênh lệch vận tốc giữa các khoảng phun) – Mở rộng cổng (gate) – Áp lực phun chưa đủ (không đủ để duy trì vận tốc phun) ® tăng áp lực phun – Lượng nhựa đệm của nguyên liệu không đủ (cần tăng cushion) – Mối nối cold-slag quá nhỏ –> tăng kích thước cold-slag để loại bỏ lượng nhựa bị nguội khi di chuyển trong runner – Thay đổi sang nguyên liệu phù hợp hơn |