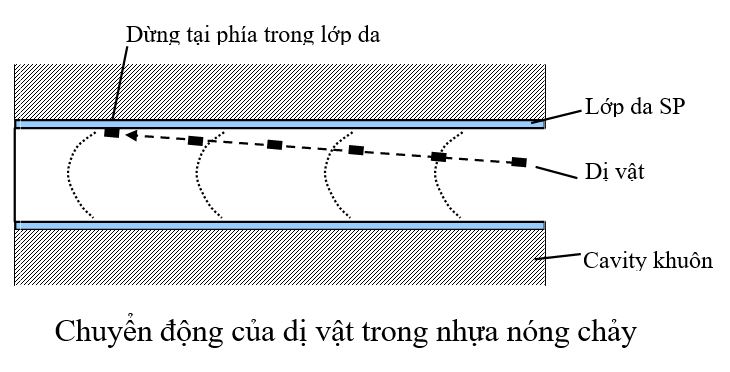
Từ biểu đồ dòng chảy chủa nhựa trong lòng khuôn, có thể thấy rằng khả năng xuất hiện dị vật ở bên trong nhựa nóng chảy ra ngoài lớp da là không lớn (do bị ngăn cách bởi lớp da đã cứng hóa khi tiếp xúc với thành khuôn).
Trường hợp dị vật hình thành lẫn với lớp da của sản phẩm, chứng tỏ dị vật xuất hiện lẫn bên trong nhựa nóng chảy trong lòng xylanh hoặc trong hot runner. Như vậy dị vật mới có thể di chuyển theo dòng nhựa và lẫn vào trong quá trình hình thành lớp da của sản phẩm. Vị trí dị vật trên sản phẩm phụ thuộc vào vị trí nhựa chứa dị vật di chuyển và tiếp xúc với bề mặt khuôn để hình thành lên lớp da sản phẩm.

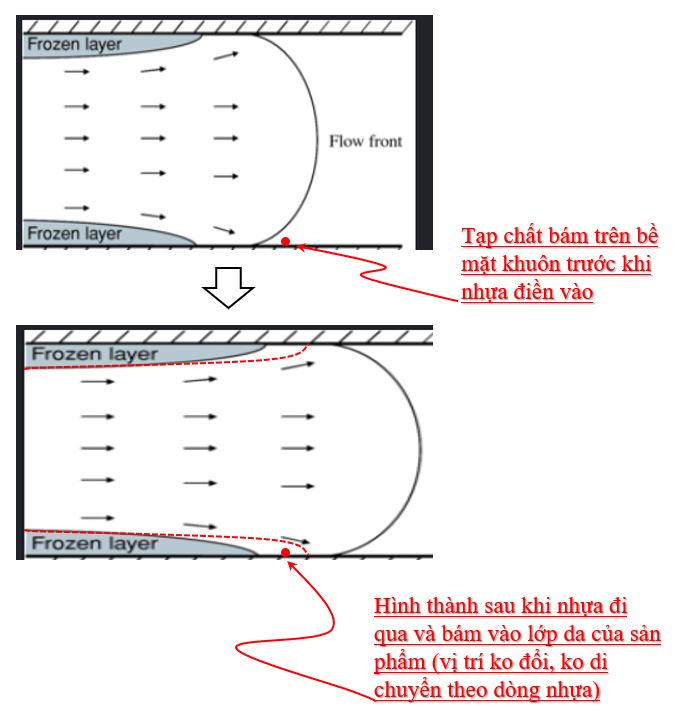
Trường hợp dị vật bám sẵn trên bề mặt khuôn, khi đó dị vật sẽ bám vào lớp da khi nhựa điền vào (vị trí dị vật trên sản phẩm chính là vị trí dị vật bám trên bề mặt khuôn trước khi nhựa phun vào)
| Lý do | Nguyên nhân | Giải pháp |
| Lẫn dị vật trong nguyên liệu | – Lẫn bụi bẩn từ môi trường xung quanh – Dị vật ở các thiết bị chứa nguyên liệu (tank, máy sấy, ống hút…) – Dị vật trong nguyên lieu (hạt nhựa) |
– Vệ sinh và che phủ các thiết bị chứa nguyên liệu – Sử dụng máy hút chân không để tăng hiệu quả làm sạch |
| Lẫn dị vật trong bộ phận phun | – Lẫn nguyên liệu đã sử dụng trước đó (trục vít, hot runner…) – Rơi dị vật vào trong bộ phận phun (gỉ sét, cháy nhựa trong quá trình dẻo hóa…) – Dị vật tạp chất do sự mài mòn khuôn (các tấm trượt, EP…) |
– Tẩy trục vít bằng cách purge nhựa hoặc sử dụng nhựa tẩy chuyên dụng – Tháo và vệ sinh thủ công trục vít, xylanh – Thay trục vít đã mòn để chống nhựa bị trào ngược (nhựa ngâm trong xylanh quá lâu hoặc lẫn dị vật khi trào ngược) – Giảm nhiệt độ xylanh (chống cháy nhựa do quá nhiệt) – Thay đổi sang dòng máy đúc có dung lượng phun nhỏ hơn – Sử dụng trục vít chống mài mòn (tránh bị gỉ sét do các vật liệu có tính ăn mòn) |
| Lẫn dị vật, tạp chất trên bề mặt khuôn | – Do khí (gas) bay hơi và bám vào – Do tạp chất hình thành bởi ma sát slide khuôn (mạt sắt, dầu cháy) – Do mỡ bẩn từ guider pin và slide… |
– Vệ sinh khuôn định kỳ – Bổ sung thoát khí cho khuôn – Sửa khuôn |
| Cháy nhựa | – Nhiệt độ xylanh hoặc hot runner quá cao – Sử dụng nguyên liệu không phù hợp (dễ bị phân hủy) – Thời gian ủ nhựa trong xylanh quá dài (cushion để cao, ngâm nhựa quá lâu…) |
– Giảm nhiệt trục vít, giảm tốc độ quay và backpress – Lựa chọn loại nguyên liệu phù hợp hơn – Giảm thời gian ủ nhựa (giảm chu kỳ, giảm cushion, chọn loại trục vít đường kính nhỏ hơn – dung lượng phun nhỏ hơn) – Purge (tẩy) nhựa khi dừng máy khắc phục sự cố (tránh ủ nhựa quá lâu trong trục vít) |
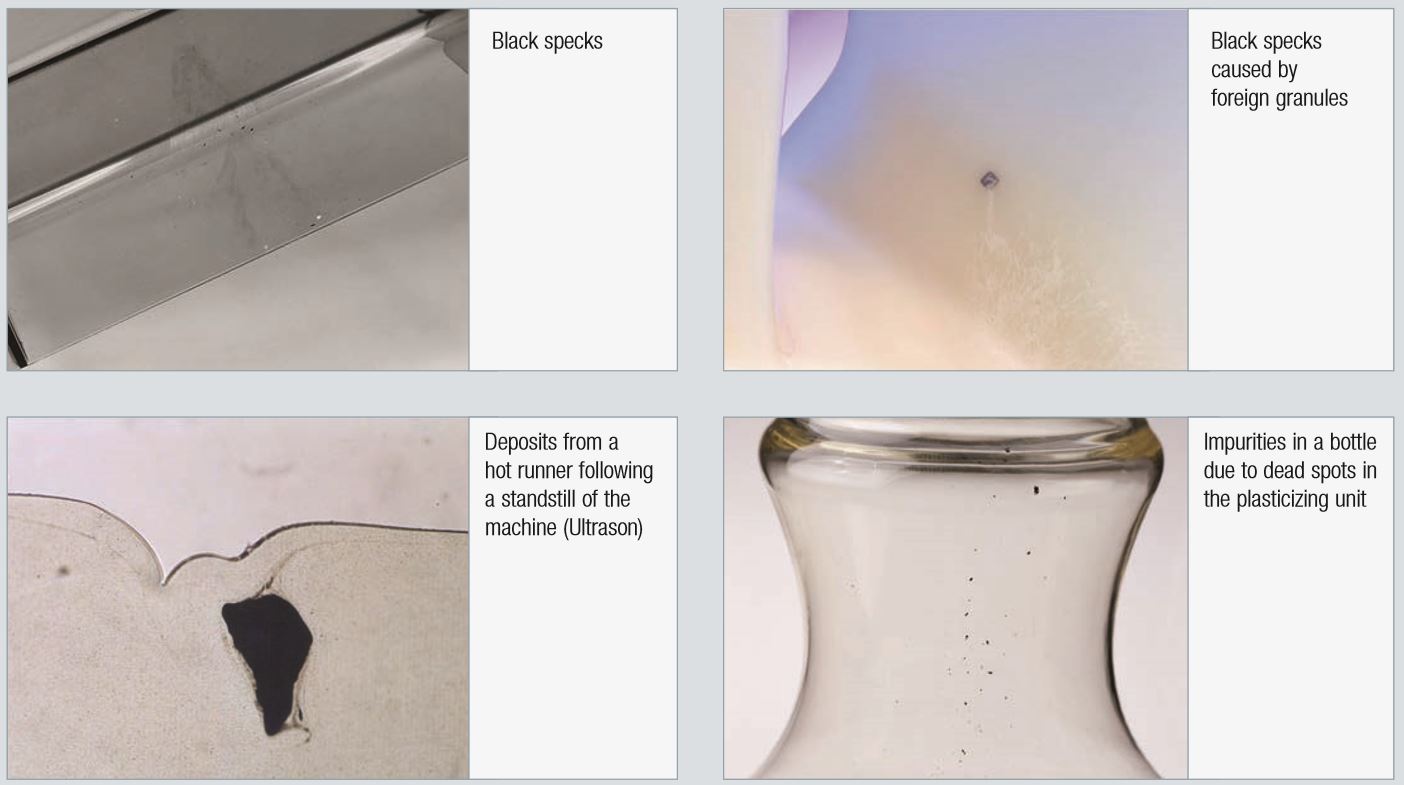
Một số hình ảnh lỗi