Nguyên tắc cơ bản khi đổi màu và đổi vật liệu là giảm nhiệt độ của vật liệu sử dụng trước đó thấp hơn so với nhiệt độ đúc. Sau đó đùn (purge) hết toàn bộ rồi mới tăng nhiệt
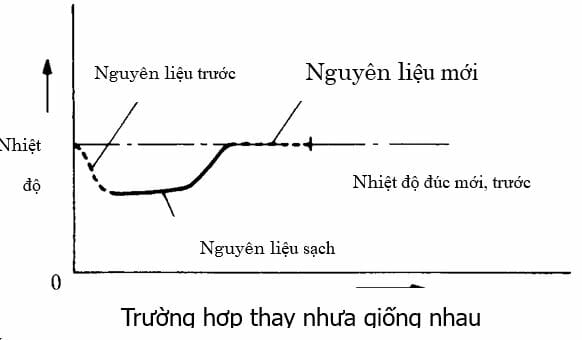
1. Trường hợp cùng sử dụng một loại nguyên liệu nhưng đổi màu từ màu sáng sang màu tối, từ trong suốt sang đục.
a. Xả vật liệu tồn trong hopper và đùn (purge) toàn bộ nhựa trong xylanh ra.
b. Tháo phễu và loại bỏ vật liệu còn dính bên trong phễu hopper.
c. Lắp phễu vào, cấp vật liệu mới và purge cho đến khi màu nhựa được thay đổi hoàn toàn
2. Trường hợp cùng sử dụng một loại nguyên liệu nhưng đổi từ màu tối sang màu sáng, từ đục sang trong suốt.
a. Thực hiện thao tác trong mục “a” ở trên.
b. Hạ nhiệt độ xylanh thấp xuống khoảng 10~15ºC
c. Đổ nhựa tẩy (một số nhựa tẩy thông dụng như PE, PMMA hoặc nhựa tẩy chuyên dụng như ASACLEAN), giảm số vòng quay của trục vít, tăng áp lực nạp nhựa (backpress) lên cao một chút. Purge vài lần cho đến khi loại bỏ hoàn toàn nhựa cũ.
d. Tăng nhiệt độ xylanh lên bằng nhiệt độ quy định và làm sạch bên trong phễu (loại bỏ nhựa cũ, nhựa tẩy dính trong phễu).
e. Tiếp nguyên liệu mới rồi lặp đi lặp lại thao tác purge cho đến khi màu nhựa thay đổi hoàn toàn.
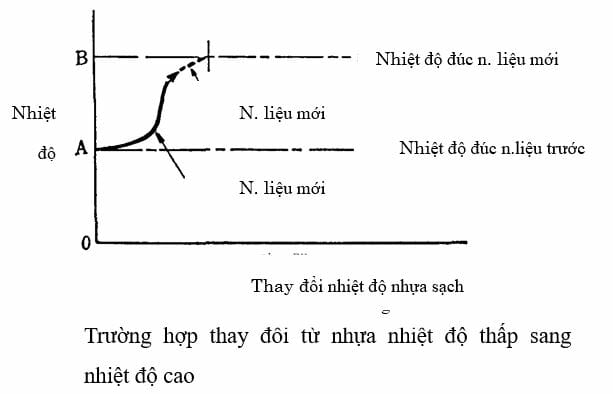
3. Trường hợp đổi màu nhựa từ nhiệt độ thấp sang nhiệt độ cao
a. Khi nhiệt độ vẫn đang ở mức nhiệt độ khi phun ép nguyên liệu cũ, đổ nhựa tẩy vào, hạ thấp số vòng quay của trục vít và tăng áp lực nạp nhựa (backpress). Purge vài lần.
b. Tăng nhiệt độ xylanh lên mức nhiệt thấp hơn nhiệt độ của nhựa mới và tiến hành làm sạch nhựa bên trong phễu hopper.
c. Tiếp nguyên liệu mới vào, purge vài lần để loại bỏ nguyên liệu nhựa tẩy và tăng nhiệt xylanh lên tới nhiệt độ của nguyên liệu mới.
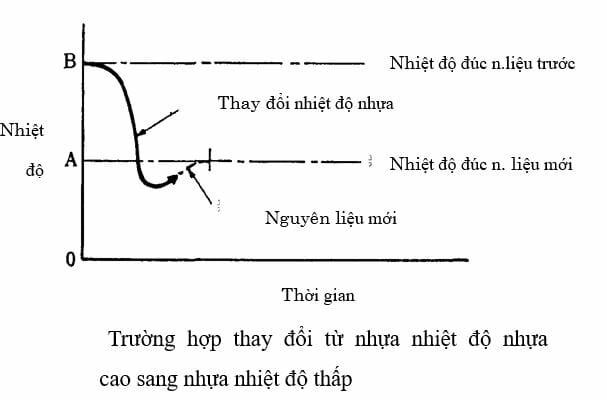
4. Trường hợp chuyển từ nhựa nhiệt cao sang nhựa nhiệt thấp.
a. Thao tác giống như trong mục “a” ở trên nhưng cần purge nhiều lần (vài chục shots) để loại bỏ hoàn toàn nhựa cũ ra (cho đến khi không còn nhựa đẩy ra ở đầu nozzle)
b. Giống như cách làm trong mục “b” ở trên, vừa hạ nhiệt vừa làm sạch nhựa dính trong phễu hopper.
c. Thao tác theo hướng dẫn trong mục “c” ở trên, nhưng phải purge nhiều lần (vài chục shots) và hạ nhiệt độ xuống mức nhiệt quy định
Với trường hợp đổi từ nhựa có nhiệt độ thấp sang nhựa có nhiệt độ cao thì không cần dùng nhựa tẩy mà dùng luôn nguyên liệu mới để thực hiện việc tẩy và loại bỏ nhựa cũ.
Tham khảo thêm bài viết về nhựa tẩy tại đây: