ĐỘ NHỚT – VISCOSITY
Trong các loại nhựa tẩy, các loại nhựa tẩy chuyên dụng được sử dụng rộng rãi. Bên cạnh đó, cũng có thể sử dụng nhựa PE đa năng để tẩy và làm sạch hệ thống nhiệt.
Trong thực tế sản xuất hàng loạt, khi sử dụng nhựa đúc làm chất tẩy và làm sạch hệ thống nhiệt của máy thì cần phải thỏa mãn các yêu cầu sau
- Giá thành rẻ
- Độ nhớt ít thay đổi bởi nhiệt độ
Yếu tố về giá thành thì rất hển nhiên rồi, do phần nhựa sau purge sẽ thành phế thải nên càng rẻ càng tốt. Thực tế mình đã từng làm ở một công ty sử dụng máy cán để cán mỏng nhựa nóng chảy sau khi purge sau đó nghiền để tái sử dụng cho mục đích tẩy (làm sạch) ở mức độ đơn giản. Do một số loại nhựa tẩy chuyên dụng như ASACLEAN rất rất đắt, nếu tái sử dụng được như vậy cũng là một cách để cost down rất hiệu quả.
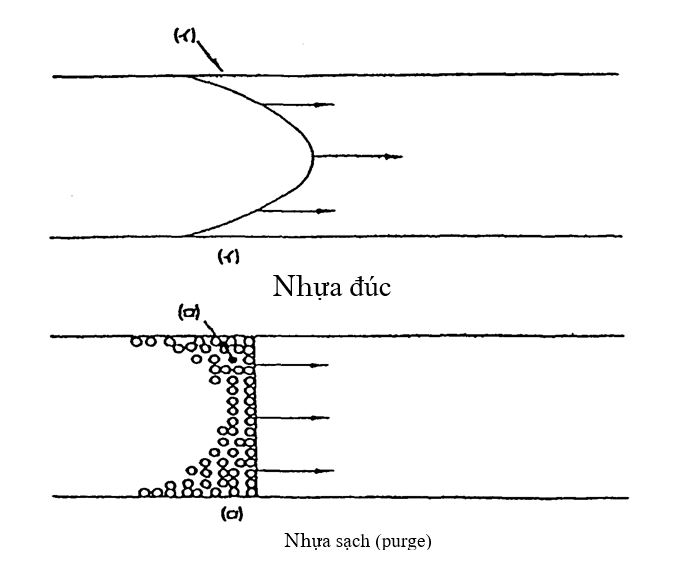
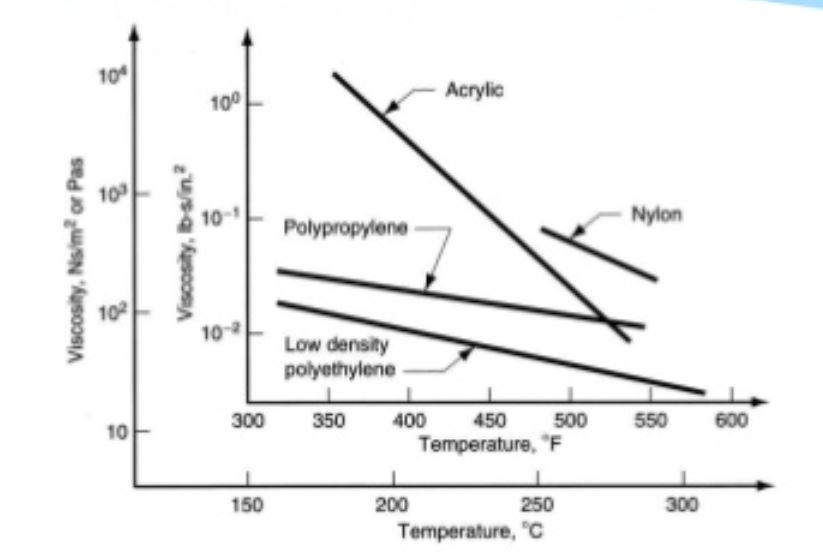
Về độ nhớt, khi đun nóng chảy nhựa thì độ nhớt sẽ có thể giảm rất nhiều hoặc hầu như không thay đổi, Hình bên dưới thể hiện mối liên hệ giữa nhiệt độ và độ nhớt của các loại nhựa nhưng khi sử dụng các loại nhựa này với mục đích tẩy và làm sạch thì độ nhớt cao sẽ mang lại hiệu quả làm sạch tốt hơn. Nếu độ nhớt thấp, khả năng lưu động cao thì hiệu quả làm sạch sẽ thấp.
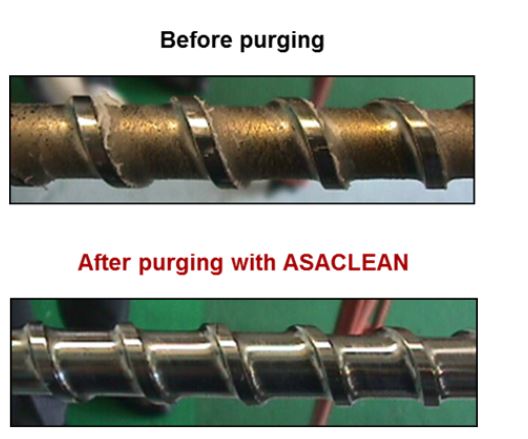
Theo giải thích ở trên thì PE mật độ cao sẽ thích hợp để dùng làm nhựa tẩy và làm sạch. Thông thường, PE mật độ cao có thể đem lại hiệu quả làm sạch 100%. Tuy nhiên trường hợp sử dụng các loại nhựa siêu kỹ thuật có nhiệt độ đúc cao, khi đó những chất phụ gia có tính ổn định nhiệt kém sẽ bị carbon hóa và dính chặt vào trục vít cũng như thành xylanh. Lúc này nhựa tẩy thông thường sẽ không còn phù hợp và phải sử dụng nhựa tẩy chuyên dụng để nâng cao hiệu quả làm sạch.
Với nhựa tẩy chuyên dụng, ngay cả trong vùng nhiệt độ cao, chúng vẫn có độ nhớt thấp, ổn định và có thể lưu động nhờ áp lực. Dòng chảy dàn ép vào bề mặt trục vit và xylanh để tang hiệu quả làm sạch cũng như kéo theo các thành phần còn dính bên trong xylanh. Thành phần chính của nhựa tẩy chuyên dụng là polymer hệ acrylic (độ nhớt cao – như trong hình ở trên), chất tạo bọt và chất phụ gia khác.

(Hình minh họa dòng chảy của nhựa tẩy chuyên dụng và nhựa đúc thông thường)
TRÌNH TỰ THỰC HIỆN TẨY NHỰA
Bên cạnh việc lựa chọn loại nhựa tẩy phù hợp, thao tác thực hiện tẩy cũng rất quan trọng để đảm bảo thu được kết quả làm sạch mong muốn. Để đảm bảo, chúng ta nên tham khảo hướng dẫn của đơn vị cung cấp hoặc sản xuất nhựa tẩy và thực hiện theo. Tránh thực hiện không đúng sẽ thu được hiệu quả không cao, đôi khi còn thu được kết quả tệ hơn.
Dưới đây là trình tự thực hiện với nhựa tẩy ASACLEAN (tham khảo tại: https://www.asaclean.com/purging-procedures/injection-molding/purging-instructions/)
- Kiểm tra và đảm bảo rằng nhiệt độ của tất cả các zone trong xylanh phù hợp với dải nhiệt của loại nhựa ASACLEAN đang sử dụng
- Lùi cụm phun, purge hết nhựa trong xylanh và xả tất cả nhựa trong hopper, cổ phểu…
- Cấp một lượng nhựa tẩy bằng 1 đến 2 lần thể tích xylanh (dung lượng phun của máy)
- Với trục vít loại thẳng, tăng backpress nạp nhựa lên mức tối đa (maximum level)
- Tiến hành nạp nhựa cho tới khi nhựa tẩy trào ra ở đầu nozzle. Sau đó cài đặt vận tốc quay của trục vít lên mức tối đa trong giới hạn an toàn (maximum safe level)
- Tiếp tục nạp nhựa cho nhựa tẩy trào ra khỏi đầu nozzle và quan sát màu sắc. Khi màu sắc nhựa tẩy đã sạch, chuyển backpress nạp nhựa về 0 hoặc gần 0
- Lùi trục vít và tiến hành purge tự động với stroke (khoảng purge) ngắn + tốc độ cao (vận tốc đẩy của trục vít) [high-velocity injection shots]
- Lặp lại bước 3 đến bước 7 cho tới khi không còn nhìn thấy tạp chất lẫn trong nhựa tẩy ở đầu nozzle.
- Làm sạch nhựa tẩy trong hopper, cổ phễu và xylanh. Để làm sạch nhựa tẩy trong xylanh, cài đặt nhiệt độ phù hợp với loại nhựa đúc B (ví dụ trước đó đúc nhựa A, cần tẩy sạch A để chuyển sang đúc nhựa B). Sau đó nạp nhựa B với mức backpress tối đa (maximum level) và vận tốc quay tối đa của trục vít trong giới hạn an toàn (maximum safe level).
Do nhựa tẩy có tính chất đặc thù, do vậy cần đảm bảo làm sạch nhựa tẩy trước khi đúc để tránh phát sinh các lỗi không lường trước.
MỘT SỐ LƯU Ý:
- ASACLEAN làm sạch bằng nguyên lý cơ học, không phải phản ứng hóa học. Do vậy không cần phải thực hiện ngâm nhựa trong xylanh khi tẩy.
- Để đạt hiệu quả làm sạch tốt, không nên pha loãng ASACLEAN với các loại nhựa khác
- Không sử dụng nhóm EX, PX2 hoặc NF để làm sạch hot runner
- Chú ý dải nhiệt khi cài đặt cần phù hợp với loại nhựa cần tẩy, một số loại nhựa nhạy cảm với nhiệt độ có thể dẫn tới phân hủy và ảnh hưởng tới quá trình tẩy nhựa.
Dưới đây là dải nhiệt của từng grade
| Grade | °F | °C |
| EX* | 390-625 | 200-330 |
| UP | 340-570 | 170-300 |
| U* | 355-625 | 180-330 |
| E | 320-570 | 160-300 |
| SX | 570-700 | 300-370 |
| PX2 | 535-790 | 280-420 |
| NB | 355-625 | 180-330 |
| NC | 355-625 | 180-330 |
| NH* | 355-625 | 180-330 |
| NF* | 355-625 | 180-330 |
Với nhóm grade nhựa có gắn nhãn (*) ở trên, do nhiệt purge trong khoảng 330~360ºC, khi sử dụng nhựa tẩy này, khu vực làm việc phải đảm bảo khả năng thông khí và hút mùi. Một số trường hợp tẩy sẽ tạo ra rất nhiều khói và mùi khó chịu. Nên tham khảo tư vấn của nhà cung cấp hoặc nhà sản xuất nhựa tẩy.
Tham khảo bài viết về thay đổi nguyên liệu tại đây