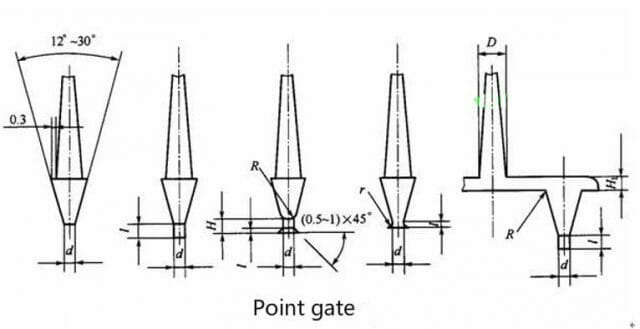
PIN POINT GATE
Là loại gate có tiết diện mặt cắt nhỏ, thường được sử dụng cho loại nhựa có tính linh động tốt. Loại cổng này có ưu điểm là cổng được loại bỏ tự động (tách rời khỏi sản phẩm) khi mở khuôn – nhờ cấu trúc của khuôn 3 tấm, và dấu vết cổng để lại là rất nhỏ (bằng đường kính gate – thông thường trong khoảng 0.25mm~1.5mm). Tuy nhiên do đường kính nhỏ nên cũng có nhược điểm là tổn thất áp lực qua gate lớn và dẫn tới một số lỗi như vết dòng chảy (flowmark), cháy khí (tia phun hoặc đốm đen gần cổng). Thường rất khó khắc phục hiện tượng này.
Ngoài ra, đôi khi còn phát sinh một số lỗi liên quan đến vết tách cổng như kéo sợi, gate cao, lõm (khoét vào sản phẩm)…
LỖI CẮT PIN GATE
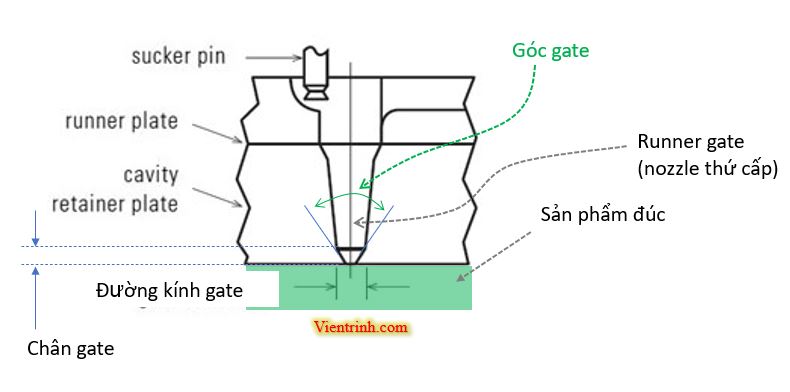
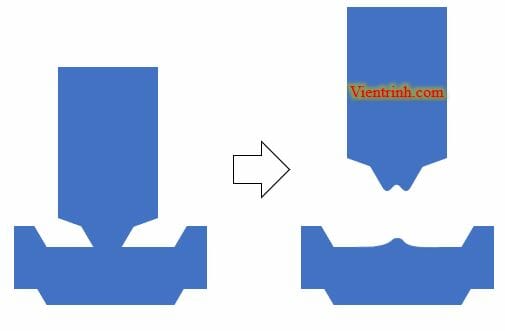
Cấu tạo sơ lược của một Pin point gate thông thường.
Do cấu tạo gate, khi phần runner tách ra dưới tác dụng của lực mở khuôn. Phần gate thường luôn có một chút nhựa lồi lên.
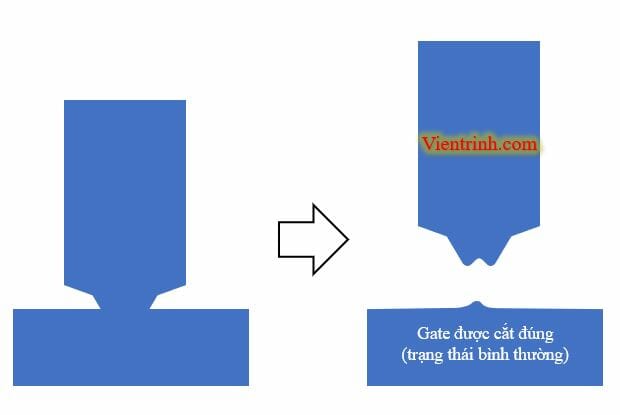
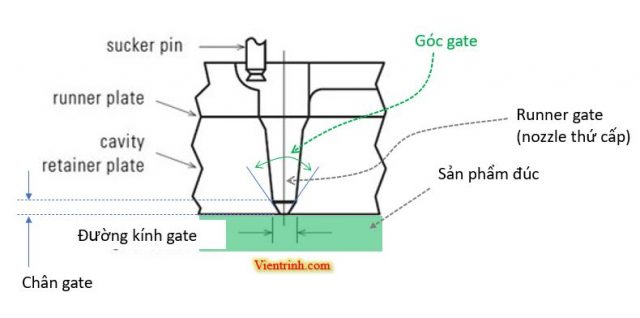
Để tránh phần lồi của gate ảnh hưởng tới chức năng của sản phẩm. Thường khu vực chứa gate sẽ được làm lõm xuống để phần nhô lên của gate không cao hơn bề mặt xung quanh.
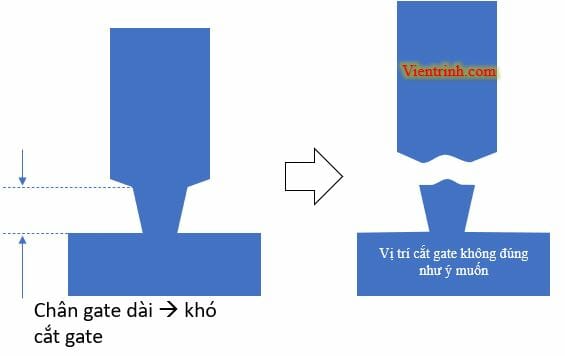
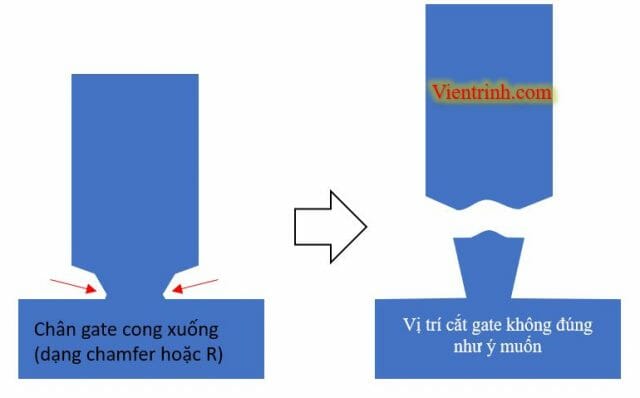
Một số lỗi ảnh hưởng bởi chân gate.
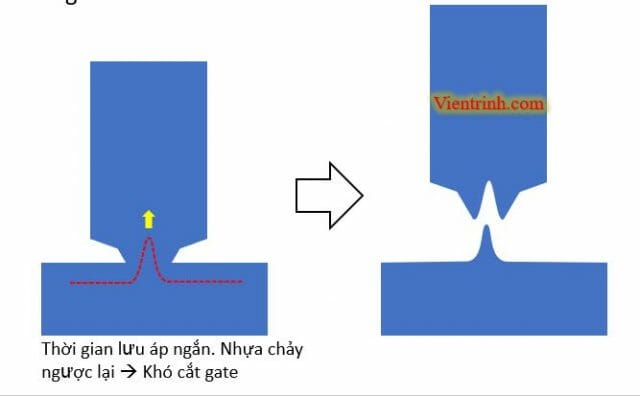
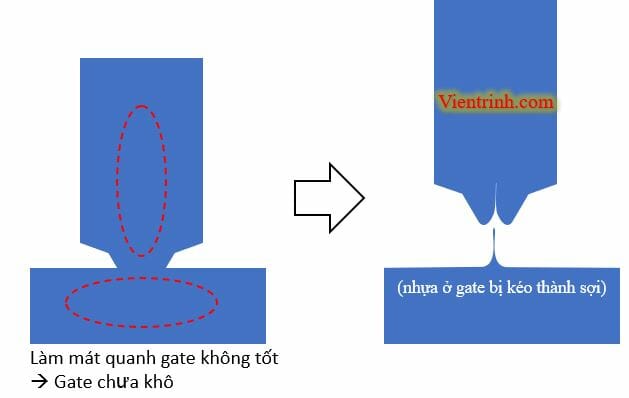
Hoặc với trường hợp nhựa ở gate chưa khô (gate unsealed)
TỔNG KẾT NGUYÊN NHÂN VÀ GIẢI PHÁP
| Nguyên nhân | Lý do | Giải pháp |
| Hình dạng gate không tốt | – Chân gate dài – Góc gate nhỏ – Phần chân gate cong xuống (có góc bo) |
– Làm ngắn chân gate (1~3mm) – Làm to góc gate (30 ~60) – Sửa độ cong của chân gate (tạo ứng suất tập trung) |
| Điều kiện đúc | – Chảy ngược do nhựa chưa khô – Thời gian giữ áp lực ngắn hoặc áp khoảng cuối thấp |
– Kéo dài thời gian làm mát, hạ nhiệt độ khuôn – Kéo dài thời gian giữ áp, tăng áp lực giữ ở khoảng cuối |
| Khó khăn khi sửa phần lồi của gate | Đường kính gate lớn, tính chất của nhựa dẫn đến khó cắt | Thay đổi cấu trúc gate (làm lõm phần chứa gate hoặc tạo góc tập trung ứng suất để cắt dễ hơn) |