GATE SEALING TIME
Trong lĩnh vực đúc nhựa. Phương pháp đúc nhựa luôn bao gồm quá trình phun và quá trình nén giữ áp.
Giai đoạn phun, là giai đoạn điền hầu hết lượng nhựa vào trong khuôn (thông thường khoảng 90% đến 99% thể tích sản phẩm). Giai đoạn tiếp theo – nén và giữ áp hay còn gọi là giai đoạn đóng gói và giữ (pack and hold). Ở giai đoạn này, mặc dù lượng nhựa đi vào trong khuôn không nhiều, nhưng nó rất quan trọng và quyết định chất lượng sản phẩm về ngoại quan và kích thước. Nhựa tiếp tục được nén vào và hoàn thiện sản phẩm theo hình dạng mong muốn của khuôn.
Chọn gate sealed hay gate unsealed (vì khó lựa chọn từ phù hợp để dịch nên xin để nguyên thuật ngữ là gate sealed và unsealed. Hiêu nôm na thì gate sealed là trạng thái nhựa ở gate đã khô và nhựa nóng chảy không thể lưu thông qua. Gate unsealed thì ngược lại). Hầu hết chúng ta được dạy rằng chọn và thiết lập điều kiện gate sealed để không có bất kỳ lượng nhựa nào từ trong long khuôn (cavity) trào ngược lại qua gate. Nhưng phương án này không phải luôn đúng, tùy thuộc vào cấu trúc sản phẩm, cấu trúc khuôn, nguyên liệu… đôi khi chúng ta phải chọn gate unsealed.
Có thể nhiều người có kinh nghiệm sẽ nói rằng dựa vào cấu trúc sản phẩm, khuôn, nhựa… để quyết định chọn phương án gate sealed hay unsealed. Tuy nhiên, để có lựa chọn chính xác, chúng ta nên sử dụng dữ liệu và quyết định thông qua thử nghiệm cả hai trạng thái gate sealed và unsealed. Dữ liệu thực nghiệm sẽ nói cho chúng ta biết phương án nào là tốt hơn.
Việc thử nghiệm gate sealing time không hề khó, tuy nhiên để thu được kết quả chính xác, cần chuẩn bị và thực hiện qua nhiều bước. Bằng phương pháp thực nghiệm này, chúng ta có thể đưa ra lựa chọn chính xác cho các thông số cài đặt của máy và loại bỏ được nhiều yếu tố gây biến động trong quá trình sản xuất.
THỰC NGHIỆM GATE SEALING TIME
Dưới đây là trình tự các bước cơ bản khi thực nghiệm gate sealing time. Có thể quá trình áp dụng thực tế có khác biệt tùy theo thực trạng sản xuất.
- Tối ưu các thông số tốc độ phun, vị trí V-P, shot size, … với sản phẩm mới – đúc lần đầu. Cần các kỹ thuật thử nghiệm để chọn và thiết lập điều kiện tối ưu. Với sản phẩm đang sản xuất MP mà chúng ta muốn kiểm tra và thử nghiệm gate sealing time. Có thể sử dụng các thông số đang sản xuất MP.
- Đánh giá cân bằng các cavity (với khuôn có nhiều cavity), nếu mức cân bằng dưới 95% thì phải khắc phục và điều chỉnh trước khi tiến hành thử nghiệm gate sealing time.
- Chạy máy với các thông số điều kiện đúc đã chọn và đặt HP time =0 (Hold press time =0)
- Lấy mẫu từ 3 đến 5 shots và cân lấy trọng lượng trung bình của 1 shot.
- Tăng dần thời gian giữ áp nén và lặp lại bước 4. Trường hợp có nhiều khoảng nén, sẽ test với khoảng nén cuối (là khoảng nén tác động đến gate), chúng ta chưa cần quan tâm tới ngoại quan và kích thước sản phẩm sau nén, vì mục đích thử nghiệm chỉ là tìm ra thời gian gate sealing. Mức tăng thời gian nén áp tùy thuộc vào kích thước sản phẩm. Với sản phẩm nhỏ, mức tăng 0.5 giây cho mỗi lần thử nghiệm là phù hợp. Với sản phẩm lớn, mức tăng có thể từ 1 đến 2 giây cho mỗi lần thử.
- Lặp lại bước 5 cho đến khi thu được kết quả cân nặng của sản phẩm không thay đổi (ổn định).
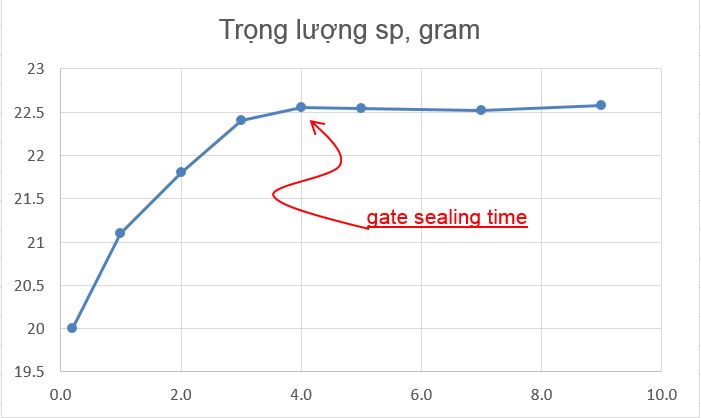
| Thời gian nén (HP time), giây | Trọng lượng sp, gram | Chu kỳ, giây |
| 9.0 | 22.58 | 34.1 |
| 7.0 | 22.52 | 34.2 |
| 5.0 | 22.54 | 34.1 |
| 4.0 | 22.56 | Gate sealing time |
| 3.0 | 22.4 | 34.2 |
| 2.0 | 21.8 | 34.2 |
| 1.0 | 21.1 | 34.1 |
| 0.2 | 20 | 34.2 |

MỘT SỐ CHÚ Ý
- Thời gian cooling tối thiểu sẽ lớn hơn không đáng kể so với thời gian nạp nhựa. Quá trình nạp nhựa cần kết thúc trước khi khuôn được mở ra để lấy sản phẩm.
- Trường hợp khuôn có nhiều cavity, nếu nghi ngờ nhiệt độ ở các gate khác nhau, dẫn tới sealing time khác nhau thì có thể thu thập cân nặng của từng cavity để đánh giá.
- Chu kỳ đúc tổng thể không thay đổi ở mỗi bước thực nghiệm. Ví dụ khi giảm HP time thì phải tăng cooling time để bù chu kỳ và ngược lại. Chú ý khi tăng HP time và giảm cooling, cần cân đối thời gian nạp nhựa và thời gian cooling để đảm bảo recovery time nhỏ hơn so với cooling time.
- Trường hợp có nhiều khoảng nén và khi thử nghiệm gate sealing time mà trọng lượng sản phẩm không thay đổi giữa HP nén cuối =0 và HP≠0 thì có khả năng gate ở trạng thái sealed trước khi tới giai đoạn nén này (thời gian giai đoạn nén đầu quá dài nên gate sealed và nén cuối không có tác dụng)
CHỌN GATE SEALED HAY UNSEALED
Bằng phương pháp thử nghiệm ở trên, trường hợp quá trình nép áp kết thúc trước khi cổng gate khô. Nhựa trong cavity sẽ bị trào ngược về xylanh do áp lực nhựa trong cavity lớn hơn. Thử nghiệm này nhằm mục đích xác nhận thời gian gate sealing – là thời gian gate khóa lại do nhựa bị khô, khi đó nhựa trong cavity hoặc nhựa trong xylanh không thể lưu thông qua được.
Việc phán định phương án sealed hay unsealed phụ thuộc vào kết quả đánh giá sản phẩm. Tuy nhiên, chắc chắn rằng chúng ta không nên thiết lập thông số về thời gian nén bằng với thời gian gate sealing. Khi cài đặt như vậy, sẽ xảy ra trạng thái bất ổn định của sản phẩm. Có shot sẽ đúc ở trạng thái sealed, có shot lại ở trạng thái unsealed.
Khi chọn sealed, thông số thời gian nén HP time phải lớn hơn gate sealing time và khi chọn gate unsealed thì thông số HP time phải nhỏ hơn gate sealing time.
Về mặt lý thuyết, phương án đúc nhất tốc – nhất áp (một tốc độ phun – một áp lực nén) là lý tưởng. Tuy nhiên thực tế tùy vào cấu trúc sản phẩm, để đạt được chất lượng, cần thiết lập nhiều khoảng phun và nén. Khi đó, để giảm ứng suất gate, có thể chọn phương án gate unsealed hoặc cài đặt giá trị áp khoảng nén cuối phù kết hợp với gate sealed.
Có nhiều trường hợp sản phẩm đúc ra bị xuất hiện vết nứt sau một thời gian, nhất là vị trí gate. Ngoài các nguyên nhân do nguyên liệu, còn có nguyên nhân do ứng suất và mật độ nhựa tại vị trí gate quá cao. Ở nhiệt độ cao, sản phẩm giãn và tăng thể tích. Với nhiệt độ thấp, thể tích co lại trong khi mật độ phân tử cao và dẫn tới tình trạng không còn chỗ trống. Kết quả là sản phẩm bị nứt để giải phóng ứng suất. Rõ ràng với ví dụ này thì gate unsealed là một giải pháp.
Phương pháp test này áp dụng cho khuôn cold runner với kích thước cổng phun phù hợp. Với khuôn hot runner, pin gate sẽ đóng cổng phun ngay sau khi kết thúc quá trình nén và ngăn nhựa trào ngược từ trong cavity. Khi đó để giảm ứng suất khu vực gate, cần điều chỉnh giá trị về áp nén và thời gian nén khoảng cuối cho phù hợp.
KHUÔN HOT RUNNER?
Như vậy không có nghĩa là chúng ta không quan tâm tới gate sealing time với khuôn hot runner. Ngay cả với khuôn hot runner, nếu nhựa đã khô thì tiếp tục nén thêm áp là vô nghĩa và còn ảnh hưởng tới cả pin gate khi đóng. Việc thử nghiệm gate sealing time không chỉ đơn thuần là xác định thời gian khóa gate, mà nó là phương tiện để chúng ta đưa ra thông số thời gian nén phù hợp và sản phẩm ổn định về chất lượng.
Thực tế với khuôn hot runner, luôn có độ trễ từ khi ngắt áp nén tới khi pin gate đóng hoàn toàn. Trường hợp lý tưởng thì thời gian đóng của pin gate cũng mất khoảng 0.2 giây. Thực tế sản xuất có thể lên tới 0.4 giây chưa kể đến tình trạng pin gate hoặc bạc bị mòn dần khi đóng mở nhiều lần. Do vậy nhựa hoàn toàn có thê trào ngược từ cavity vào hot runner và ảnh hưởng tới chất lượng sản phẩm.