WELD LINE & MELD LINE
Weld line xảy ra khi đường hợp nhựa được hình thành bởi dòng nhựa đi theo hai hướng ngược chiều nhau và góc tạo bởi hai dòng nhựa khi gặp nhau nhỏ hơn 135º. Meld line xảy ra khi đường hợp nhựa hình thành bởi hai dòng chảy theo xu hướng song song (góc tảo bởi hai dòng nhựa khi gặp nhau lớn hơn 135º).
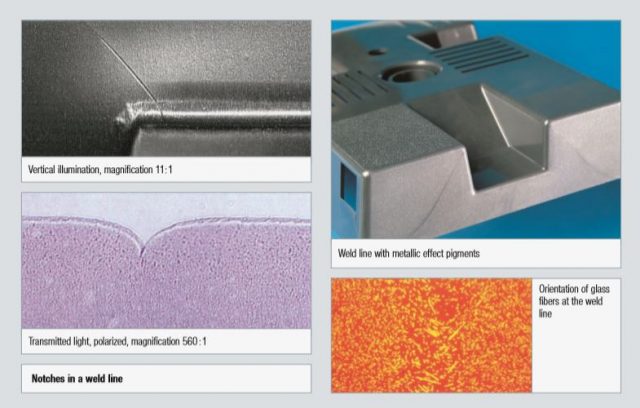
Khi một đường weld line hình thành, lớp nhựa mỏng ở phía trước mỗi dòng chảy có nhiệt độ thấp hơn và có tính chất khô (nguội hơn) nhựa bên trong. Khi hai dòng nhựa gặp nhau, lớp nhựa mỏng này tan chảy và sau đó cứng hóa lại cùng với cách thành phần nhựa xung quanh. Khi đó hai dòng nhựa gặp nhau và sự sắp xếp của các phân tử polymer có sự sai lệch. Chính sự khác biệt về hướng của phân tử nhựa tại đường hàn gây ra ảnh hưởng tới độ bền sản phẩm tại vị trí này.

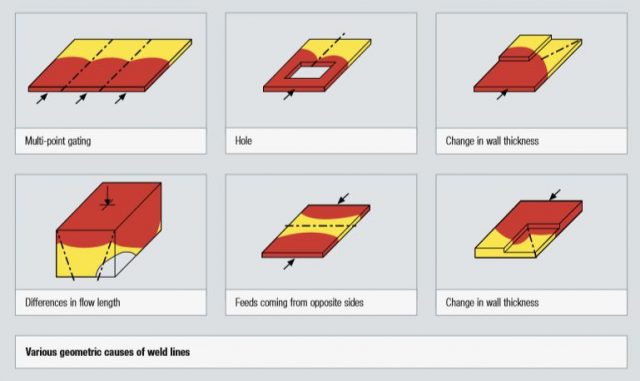
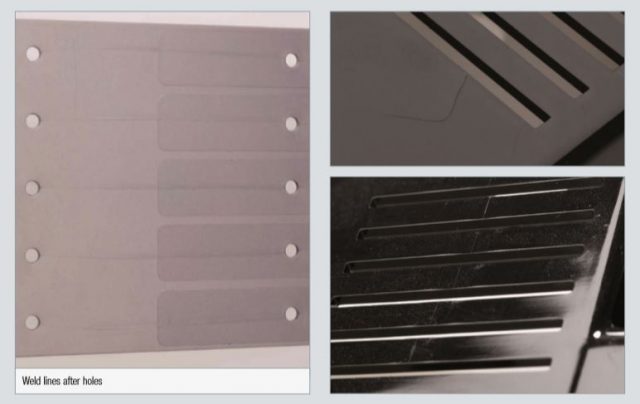
Đường hàn nhựa thường xảy ra ở phía sau các lỗ hoặc các insert do dòng nhựa từ gate bị chia tách và hợp lại sau khi đi qua các khu vực này. Đường hàn nhựa cũng xảy ra với sản phẩm có nhiều gate (dòng nhựa từ các gate gặp nhau).

Sự khác biệt giữa weld line và meld line được phân biệt bởi góc tạo bởi phương của hai dòng chảy gặp nhau

Như ví dụ trong hình ở trên, hướng của dòng chảy được ký hiệu bởi các mũi tên. Khu vực hợp nhựa ở ngay phía sau lỗ insert vuông, dòng nhựa hợp lại theo góc nhỏ hơn 135º nên tạo thành đường weld line. Càng ra xa, góc tạo bởi hai dòng nhựa khi hợp lại càng lớn và hình thành meld line. Hướng sắp xếp của các phân tử tại đường meld line có xu hướng đồng đều hơn, chính vì vậy nên độ bền của đường meld line tốt hơn so với weld line và vết hàn nhựa của đường meld line cũng khó nhìn thấy hơn so với đường weld line. Thông thường, vết hàn nhựa sẽ biến mất khi góc hợp nhựa từ 120º đến 150º.
Nếu không thể tránh được sự xuất hiện của đường hàn nhựa, hãy đặt chúng ở khu vực chịu ứng suất thấp và khó nhìn thấy trên sản phẩm bằng cách điều chỉnh vị trí gate và kích thước gate. Và cần cải thiện độ bền của đường hàn bằng cách tăng nhiệt độ và áp suất nhựa cục bộ tại vị trí hàn nhựa.
CẢI THIỆN CHẤT LƯỢNG ĐƯỜNG HÀN NHỰA
Độ bền của weld line phụ thuộc vào tính chất của mối hàn (nhiệt độ, áp lực…), độ bền của khu vực weld line có thể bằng 10% đến 90% so với nhựa nguyên chất.
Với phạm vi rộng như vậy, cần cân nhắc và lựa chọn điều kiện phù hợp để tối ưu chất lượng đường hàn nhựa. Như đã đề cập ở trên, có thể cải thiện độ bền đường hàn bằng cách tăng nhiệt độ và áp suất nhựa cục bộ tại khu vực hàn nhựa. Ngoài ra, nhiệt độ nhựa khi xảy ra quá trình hàn nên thấp hơn không quá 20ºC so với nhiệt độ nhựa trong xylanh (tối ưu nhất là không thấp hơn 10ºC so với nhiệt độ nhựa tại xylanh)
Một số giải pháp:
| Lý do | Nguyên nhân | Giải pháp |
| Vị trí gate không phù hợp (Ví dụ: Vị trí đường hàn ở gần gate, đường hàn được hình thành ở áp lực nhựa thấp do nhựa phải điền đầy toàn bộ sản phẩm ở các vị trí xa hơn sau đó mới có áp nén để tăng chất lượng gắn kết đường hàn. Khi đó lớp vỏ nhựa ở đường hàn đã cứng và không cải thiện được bằng áp nén) |
Dòng chảy của nhựa không phù hợp và không tác động được áp nén ngay lập tức khi đường hàn hình thành | – Thay đổi vị trí gate – Trường hợp có nhiều gate ® thay đổi độ lớn của gate để điều chỉnh cân bằng dòng nhựa di chuyển trong cavity, qua đó sẽ điều chỉnh được vị trí hàn nhựa – Thay đổi từng phần bề dày sản phẩm và dòng chảy của nhựa trong cavity |
| Kết dính nhựa kém | Nhiệt độ nhựa tại vị trí hàn thấp | – Tăng nhiệt độ xylanh – Tăng tốc độ phun – Tăng áp lực nén – Tăng nhiệt độ khuôn – Mở rộng gate – Tăng bề dày sản phẩm |
| Khí đóng kín trong phần hàn nhựa | Khí thoát ra không đủ | – Bổ sung thêm rãnh thoát khí – Thay đổi vị trí gate để hướng hợp nhựa có thể đẩy khí ra vị trí thoát khí thuận lợi hơn – Giảm tốc độ phun để khí kịp thoát ra |
| Nguyên liệu methacrylic, pearl | Do đặc tính phân tán chất tạo màu và nhựa | – Thay đổi thiết kế, tránh sản phẩm phát sinh đường hàn do phân chia dòng nhựa – Thay đổi nguyên liệu để vết hàn nhựa mờ hơn |

MỘT SỐ HÌNH ẢNH LỖI