Để lựa chọn máy đúc, cần đánh giá lực ép khuôn, dung lượng phun từ độ lớn và số lượng sản phẩm đúc, đánh giá khả năng lắp khuôn từ kích thước khuôn. Ngoài ra, cũng cần phải xem xét đến khả năng hóa dẻo
LỰC ÉP KHUÔN CẦN THIẾT
Nhựa nóng chảy được phun điền vào sẽ phát sinh áp lực nhựa bên trong cavity của khuôn. Nên sẽ phát sinh lực theo hướng mở từ PL (Parting Line). Vì thế cần có lực ép khuôn bằng máy đúc với lực lớn hơn sao cho khuôn không bị mở ra. Nếu lực ép khuôn này yếu, áp lực điền nhựa sẽ làm cho khuôn mở ra và phát sinh bavia.
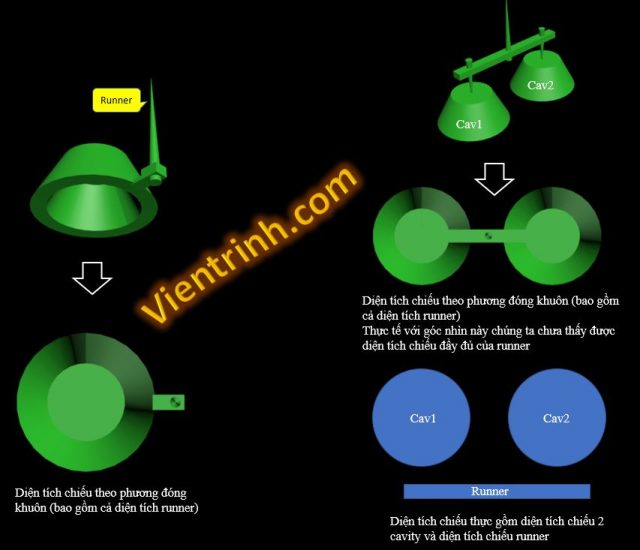
Để xác định áp lực mở do áp lực nhựa khi điền, cần xác định diện tích hình chiếu theo phương đóng mở khuôn. Đây là diện tích của bóng chiếu (diện tích bao phủ) theo phương đóng mở khuôn.
Trường hợp không có slide.
Lấy áp suất P trung bình trong khuôn tại diện tích chiếu A (tra bảng bên dưới) và chia cho hệ số an toàn 0.8. Lực ép khuôn F là giá cần tính để tránh được hiện tượng lực ép khuôn không đủ.
F ≥ A * P * 10‾³ / 0.8
F: Lực ép khuôn (tf – tấn)
A: Diện tích chiếu (cm²)
P: Áp suất trung bình trong cavity (kgf/cm²)
Cần nhân với 10‾³ để kết quả F có đơn vị là TẤN (do P có đơn vị theo kg)
| GIÁ TRỊ TÍNH TOÁN ÁP SUẤT P TRUNG BÌNH TRONG KHUÔN | |||
| Nguyên liệu | Áp suất P trung bình trong cavity (Mpa) | ||
| Sản phẩm đúc thường | Sản phẩm đúc để lõm | Sản phẩm đúc thịt mỏng | |
| PS, HI-PS | 25~40 | 40~50 | 45~55 |
| ABS, AS | 30~40 | 40~50 | 45~55 |
| PE, PP | 20~35 | 40~50 | 45~55 |
| PMMA | 30~45 | 50~70 | 55~70 |
| PC | 40~50 | 50~70 | 50~70 |
| PA | 30~45 | 50~70 | 55~70 |
| POM | 30~45 | 50~70 | 55~70 |
| PVC | 30~45 | 40~55 | 45~55 |
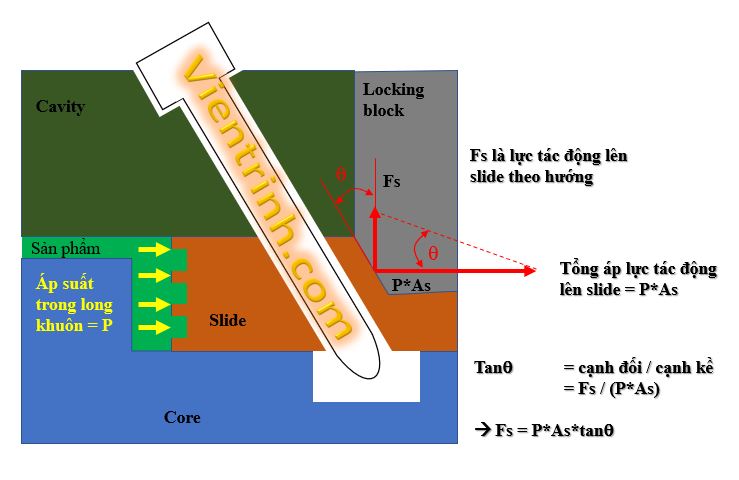
Trường hợp có slide.
Trường hợp có slide như hình bên dưới, áp lực nhựa trong mặt slide do áp suất trong khuôn P sẽ tạo 1 lực thêm vào theo hướng vector của góc θ của locking block. Phát sinh lực theo hướng mở PL như 1 lực thành phần.
Do đó lực ép khuôn F cần can bằng với lực Fc (C – Cavity) theo hướng chiếu của cavity và lực Fs (S – Slide) theo hướng chiếu của phương slide. Lực mở khuôn Fs do slide được tính bằng cách nhân diện tích chiếu As của phương slide với góc tanθ của locking block vvaf áp suất trong khuôn P.
F = Fc + Fs
Fc ≥P *A c
Fs ≥ P * As * tanθ
F ≥ P * (Ac + As * tanθ) * 10‾³ / 0.8
Chú ý đơn vị tính lực
F(tấn) > P(kg/cm²) * A(cm²) * 10‾³ / 0.8
Cần nhân với 10‾³ để kết quả F có đơn vị TẤN (do P có đơn vị kg)
F(N) > P(Mpa, N/mm²) * A(mm²) / 0.8

Ví dụ: tính lực ép khuôn của một linh kiện dạng hộp đựng đồ có các thông số sau
- Diện tích chiếu của linh kiện là 18900 (mm²).
- Tổng diện tích chiếu của slide là 9750 (mm²).
- Góc locking block của slide là θ=23º
- Nguyên liệu đúc là HIPS –> Áp suất trong lòng khuôn với dạng đúc thông thường là ~30Mpa.
F(N) > P * (Ac + As * tanθ) / 0.8 = 30 * (18900 + 9750 * tan23) / 0.8 = 1,289,418.47 (N)
1kgf = 9.8N ↔ 1N = 0.102kgf
→ F(ton) = 1,289,418.47 * 0.102 / 1000 = 131.5 (ton)
Như vậy, lực ép khuôn cần thiết cho 1 cavity sản phẩm là 131.5 tấn trở lên. Trường hợp 4 cavity thì lực ép từ 526 tấn trở lên (phải chọn dòng máy 550T hoặc 650T)