Thiếu nhựa (short shot) là hiện tượng nhựa không điền đầy hoàn toàn vào trong khuôn vì một lý do nào đó, dẫn đến sản phẩm bị khuyết tật và có ngoại quan không hoàn chỉnh.
| LỖI THIẾU NHỰA | ||
| Lý do | Nguyên nhân | Đối sách |
| – Tính lưu động của nhựa không đủ – Lượng nhựa cấp vào không đủ – Cấu trúc sản phẩm không phù hợp – Thoát khí kém, khí chiếm chỗ làm nhựa không thể điền đầy |
– Nhiệt độ nhựa trong cavity thấp (có thể do nhiệt độ nhựa trong xylanh hoặc nhiệt độ khuôn, thời gian làm mát…) làm ảnh hưởng đến khả năng lưu động của dòng nhựa trong khuôn – Hình dạng của sản phẩm không phù hợp. Có vị trí tiết diện thành mỏng, làm nhựa bị cứng lại và không thể lưu động được – Áp lực phun chưa đủ để nhựa đạt vận tốc di chuyển mong muốn – Trào ngược trục vít do seal-ring có khe hở hoặc đầu nozzle có khe hở với sprue – Nhiệt độ nhựa thấp – Tốc độ phun chậm (nhất là các sản phẩm có nhám hoặc các sản phẩm có nhiều vấu) – Độ ỳ của nozzle lớn (nhiệt độ, độ mở) làm thất thoát nhiều áp lực – Lỗi cân bằng gate (bố trí cổng phun không cân bằng về vị trí hoặc kích thước) – Bị tắc vảy nhựa cứng (cold slag), hoặc không đủ lực đẩy cold slag wave ra. – Không thoát được khí do tắc rãnh thoát khí hoặc không có rãnh thoát khí |
– Tăng nhiệt độ nhựa trong xylanh – Tăng tốc độ phun – Tăng áp lực phun – Tăng nhiệt độ khuôn – Cân bằng gate (vị trí gate để có chiều dài lưu động ngắn hơn – bao gồm cả biện pháp tăng số lượng gate, kích thước gate để thay đổi tốc độ lượng nhựa vào trong khuôn) – Tăng bề dày sản phẩm và làm đồng đều độ dày tại các tiết diện – Thay đổi nguyên liệu (có độ linh động cao hơn – độ dính nóng chảy thấp hơn) – Kiểm tra sự mài mòn, biến dạng của đầu nozzle và sprue hoặc seal-ring của trục vít – Kiểm tra phạm vi lượng phun (20%~70%) dung lượng phun của máy – Kiểm tra và cải thiện khả năng thoát khí của khuôn, giảm vận tốc phun |
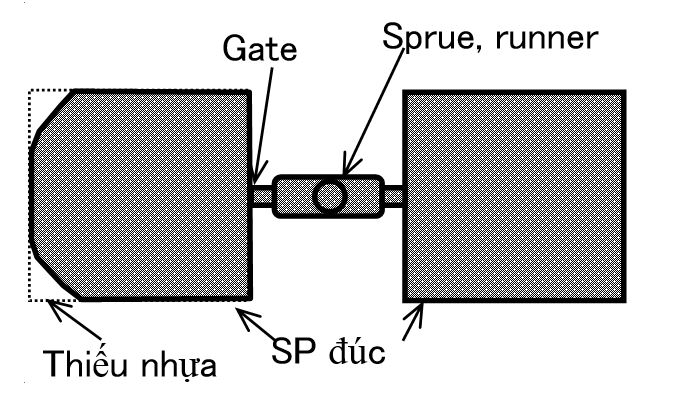
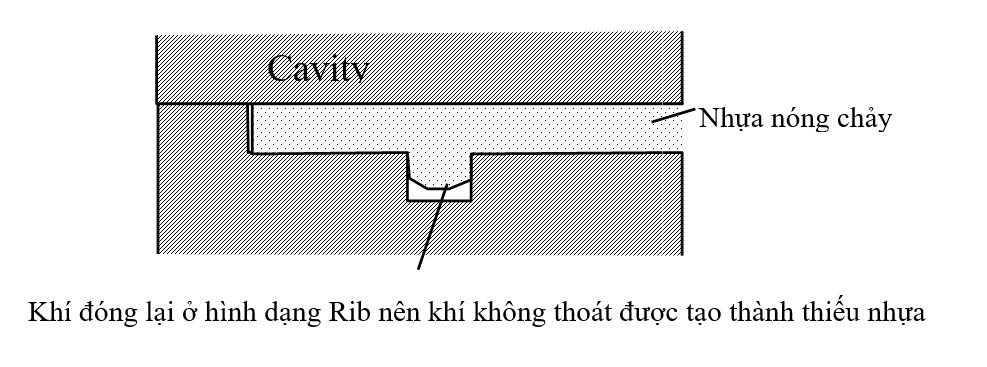
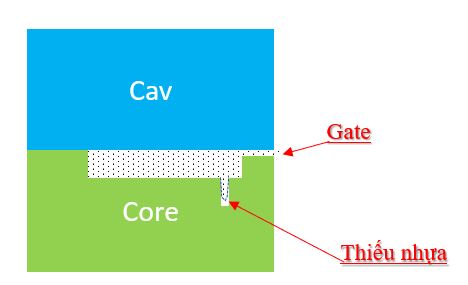
Mô phỏng hiện tượng thiếu nhựa
Một số vị trí thường phát sinh thiếu nhựa (short mold).
- Phần cuối cùng của sản phẩm (vị trí phun cuối – end of filling position) có thể phát sinh lỗi thiếu nhựa do lượng nhựa rót vào chưa đủ hoặc trong quá trình nhựa điền vào trong khuôn, dòng nhựa bị nguội và đông thành thể rắn trước khi lưu động đến vị trí cuối.
- Vị trí gân hoặc vấu của sản phẩm thường có hiện tượng đọng khí nên nhựa khó điền đầy và tạo hiện tượng thiếu nhựa mức độ nhỏ.
- Tại các vị trí có thành mỏng gần cổng (gate) có thể xảy ra thiếu nhựa do nhựa khó lưu động ở vị trí thành mỏng và kết hợp với vận tốc phun ở gate thường nhỏ hơn các vị trí khác.

- Các vị trí có bề dày mở rộng, nhựa bị đông lại ở phần thành mỏng và không thể lưu động