CUSHION LÀ GÌ? TẠI SAO NÓ LẠI QUAN TRỌNG?
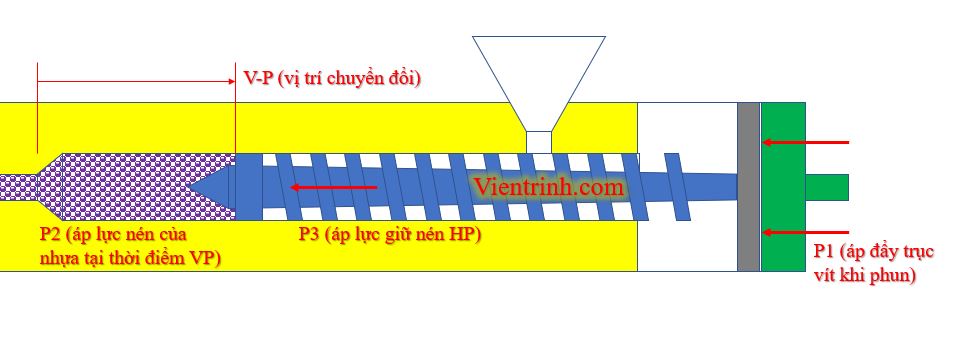
Cushion được hiểu là lượng nhựa đệm trong xylanh khi nhựa đã điền đủ vào trong khuôn. Nó cung cấp một “lượng nhựa đệm” cần thiết để đảm bảo hiệu quả của áp lực ở giai đoạn phun và nén. Tuy nhiên, giá trị của cushion được định nghĩa theo tùy dòng máy và nhà sản xuất máy đúc. Có 2 cách định nghĩa về giá trị cushion như sau
- Là vị trí cuối cùng của trục vít sau khi kết thúc quá trình phun và giữ áp (trước khi thực hiện lùi trục vít sau lưu af – Pull back after HP, và thực hiện nạp nhựa cho shot tiếp theo – recovery)
- Là vị trí xa nhất của trục vít trong hành trình phun hoặc nén áp lực (khoảng cách nhỏ nhất giữa đầu nozzle và trục vít trong quá trình phun hoặc nén áp lực). Đôi khi chúng ta vẫn gọi là Min. Cushion (hay còn gọi là cushion minimum)
Người vận hành nên nắm được chính xác thông số cushion trên máy đang sử dụng được định nghĩa theo cách nào trong 2 cách ở trên.
Tại sao lại phức tạp như vậy? Bởi vì vị trí cuối cùng của trục vít (sau khi kết thúc lưu áp) có thể lớn hơn hoặc nhỏ hơn vị trí V-P.
Có thể tham khảo hình ảnh dưới đây để hiểu rõ hơn

- Trường hợp áp lực giữ nén P3 nhỏ hơn áp lực của nhựa ở phía trước trục vít. Khi đó trục vít sẽ bị đẩy lùi lại khi chuyển từ V (Velocity) sang P (Pressure). Thực tế nếu quan sát bằng chế độ motion sẽ thấy khá nhiều trường hợp trục vít bị đẩy lùi ngay lập tức khi chuyển V-P, sau đó lại tiến dần lên do áp lực nhựa phía trước giảm dần do nhựa điền dần vào cavity và cân bằng áp suất với nhựa trong cavity. Do nhựa có độ nhớt và thời gian phun rất ngắn nên áp lực nhựa P2 trong xylanh sẽ lớn hơn áp lực nhựa trong lòng khuôn và trục vít bị đẩy lùi cho đến khi áp lực nhựa nhỏ hơn áp lực nén thì trục vít tiếp tục tiến và đẩy nhựa.
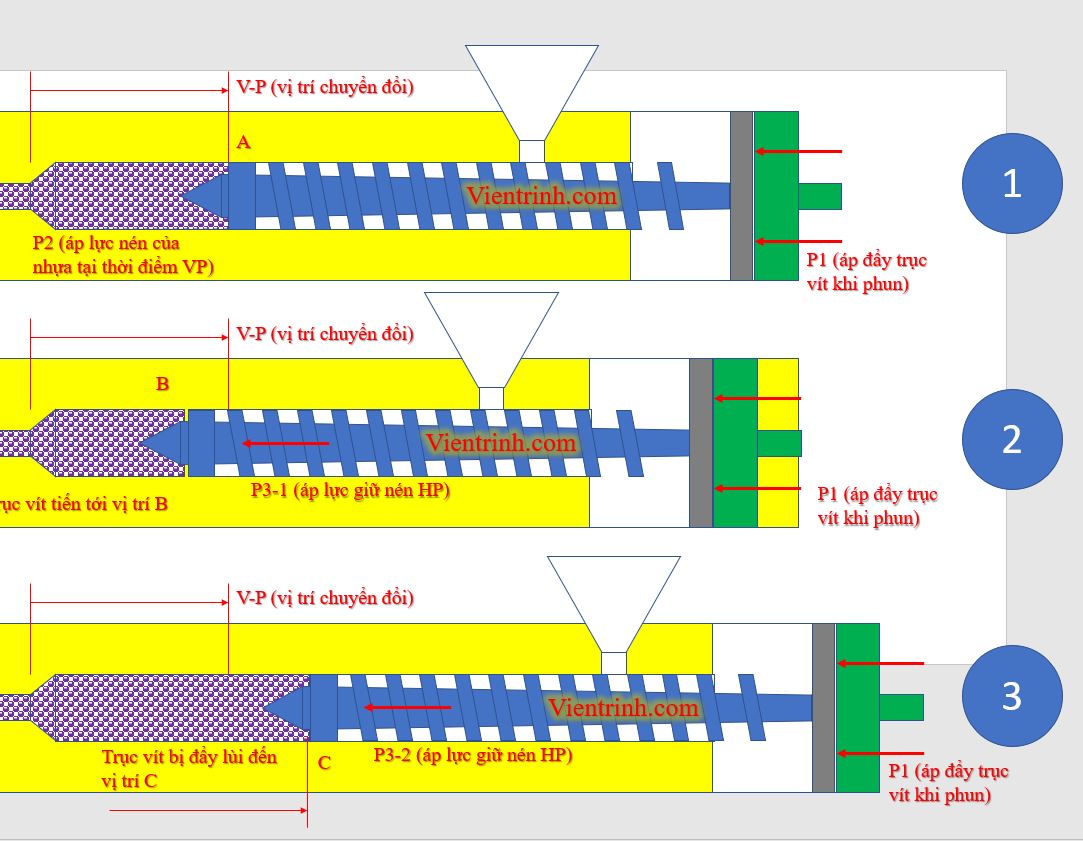
- Trường hợp P3 lớn hơn P2, sau khi chuyển đến vị trí VP, trục vít tiếp tục tiến và đẩy hoặc nén nhựa. Tuy nhiên, thức tế có nhiều trường hợp cài đặt nhiều khoảng lưu áp. Ví dụ cài 2 khoảng lưu áp P3-1 và P3-2. Giả sử P3-1 lớn hơn P2, trục vít tiếp tục đẩy và nén nhựa khi đến điểm VP, khi chuyển sang P3-2. Giả sử P3-2 khá nhỏ, khi đó trục vít lại lùi lại (có thể còn lùi đến giá trị lớn hơn điểm VP).
- Ví dụ 1 vị trí VP khi kết thúc quá trình phun là 6mm. Trong quá trình nén HP, trục vit tiếp tục tiến đến vị trí gần đầu nozzle nhất là 3mm và vị trí cuối cùng của trục vít sau khi kết thúc quá trình nén cũng ở vị trí 3mm này. Trường hợp này CUSHION theo cả 2 định nghĩa ở trên đều = 3mm
- Ví dụ 2 vị trí VP cũng bằng 6mm như trên, tuy nhiên áp lực nén HP thấp để xả ứng suất tại gate của sản phẩm. Trong quá trình nén, trục vít bị đẩy lùi lại và vị trí cuối cùng của trục vít khi kết thúc quá trình này là 8.5mm. Khi đó, theo định nghĩa 1 thì CUSHION = 8.5mm, theo định nghĩa 2 thì CUSHION = 6mm
Giá trị CUSHION được định nghĩa tùy theo máy, tuy nhiên với ví dụ 2 ở trên, nếu kiểm soát cushion theo giá trị 6mm thì ko có ý nghĩa, bởi vì giá trị này =VP, mà VP là 1 hằng số. Và nếu nhìn vào giá trị này ta sẽ kết luận nhầm là cushion ổn định, máy hoạt động tốt (blabla…)
Chính vì vậy mà hầu hết chúng ta sẽ kiểm soát thông qua MIN CUSHION (Hay còn gọi là lượng nhựa đệm tối thiểu).
MIN. CUSHION BAO NHIÊU LÀ PHÙ HỢP?
Sau khi đã xác định được cushion, vậy câu hỏi đặt ra là cushion bao nhiêu là phù hợp?
Với máy thủy lực, có thể xảy ra tình trạng trục vít tiến đến vị trí zero trong quá trình nén áp. Với máy điện, thông thường bộ điều khiển sẽ tự giảm áp và báo động khi trục vít tiến đến một giá trị tối thiểu nào đó, vì máy hiểu được trục vít không thể tiến thêm và motor sẽ dừng hoặc giảm áp lực để tránh quá tải. Trường hợp trục vít tiến về vị trí zero, khi đó áp lực nén không có tác dụng nén đủ lượng nhựa vào trong khuôn để hoàn thiện quá trình đúc và sẽ tạo ra sản phẩm lỗi
Không nên để cushion lớn, vì khi để cushion lớn thì sẽ đồng nghĩa với việc một lượng nhựa tương đối của shot sau đã được đẩy lên phía trước trục vít và ủ nhiệt trong thời gian bằng 2 chu kỳ đúc. Nhựa ủ lâu có thể dẫn tới tình trạng quá nhiệt và phân giải.
Lượng cushion phù hợp là khoảng 6mm. Và lưu ý rằng cần kiểm chuẩn và hiệu chuẩn vị trí sensor cũng như encoder để máy phản hồi chính xác vị trí thực tế của trục vít. Theo lý thuyết, cushion nhỏ sẽ tốt, vậy tại sao lại chọn cushion =6mm, thực tế nếu cảm biến của máy là chính xác thì cushion có thể nhỏ hơn, nhưng để tránh trường hợp cảm biến không chính xác thì chọn cushion =6mm là phù hợp (thực tế khi máy ghi nhận cushion =6mm thì có thể vị trí thực của trục vít đang =3mm)
Khoảng cách tối thiểu mà cushion vẫn còn hiệu quả là khoảng 1.5mm, nhưng sẽ rất rủi ro nếu điều chỉnh về giá trị cushion này. Trục vít có thể húc vào nắp đáy nếu sensor không chính xác). Do vậy, thực tế nên điều chỉnh để cushion khoảng 6mm.
CHÊNH LỆCH CUSHION GIỮA CÁC SHOTS ĐÚC
Giá trị cushion thường (hoặc luôn luôn) được cài đặt giám sát. Vậy mức giám sát bao nhiêu là phù hợp, hay nói cách khác là chênh lệch cushion giữa các shots đúc là bao nhiêu thì chấp nhận được?
Trường hợp lý tưởng, chắc chắn câu trả lời là “0”. Hay nói cách khác là cushion giữa các shots đúc không thay đổi, thông số đúc ổn định tuyệt đối.
Thật không may là trong thực tế điều này không xảy ra, sự dao động phát sinh do cấu trúc loại trục vít (seal-ring, check ring…) hoặc các yếu tố tác động do trục vít bị mòn, tắc kim loại, yếu tố bảo trì bảo dưỡng… dẫn đến nhựa trào ngược trong quá trình nén áp.
Có thể ước lượng được mức độ nhựa trào ngược trong quá trình nén áp là bao nhiêu thông qua trọng lượng sản phẩm thực tế và trọng lượng lý thuyết của nhựa trong xylanh theo thể tích của xylanh
Trọng lượng nhựa lý thuyết = trọng lượng riêng của nhựa nóng chảy x Thể tích xylanh
Thể tích xylanh = π × r² × stroke length
Trọng lượng sản phẩm thực tế = Trọng lượng sản phẩm + trọng lượng runner và các bộ phận khác
Thông thường trọng lượng nhựa lý thuyết = 1.3 ~ 2 lần trọng lượng sản phẩm thực tế.
Khi đó, với mức độ trào ngược phản ánh dao động về tỷ lệ (1.3 ~ 2 lần) như trên, dao động cushion sẽ ≤1mm.
Kết luận: Chênh lệch cushion nên đặt ở mức giám sát ±1mm để đảm bảo kiểm soát được quá trình đúc là ổn định.