Thông thường máy đúc được thiết kế để chạy 24/7. Do vậy các bộ phận của máy được tính toán và thiết kế đủ bền để đáp ứng được nhu cầu này. Thực tế cho thấy bộ phận thường phải kiểm tra và thay mới của máy đúc là trục vít của máy đúc (seal-ring, check ring…) bởi vì trục vít phải làm việc liên tục với nhiều loại nguyên liệu (nhiệt độ cao, ma sát mài mòn khi quay…)
Việc xác định và cài đặt thông số phù hợp khi trục vít bắt đầu quay lấy nhựa có thể giảm các tổn hại như sự mài mòn của check ring, seal ring, và giúp giảm tổn hại cho screw motor

Nhiều người không để ý đến việc kiểm soát thời điểm bắt đầu cho trục vít xoay và nạp nhựa cho shot đúc tiếp theo. Sau khi kết thúc quá trình lưu áp, mọi người thường cài đặt cho trục vít tiến hành quay và nạp nhựa ngay lập tức với lý do tối ưu chu kỳ đúc? (có một vài ý kiến đưa ra như vậy)
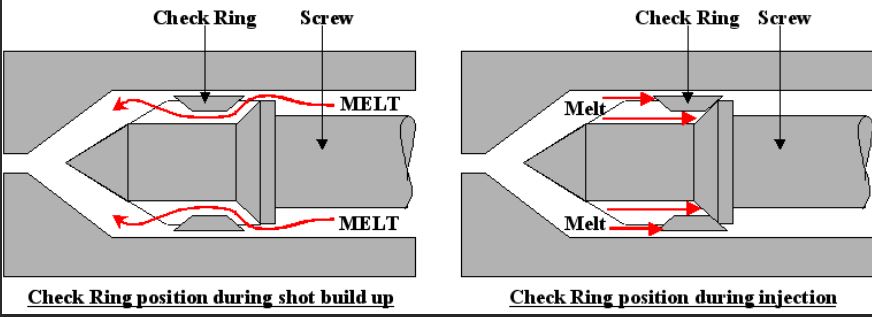
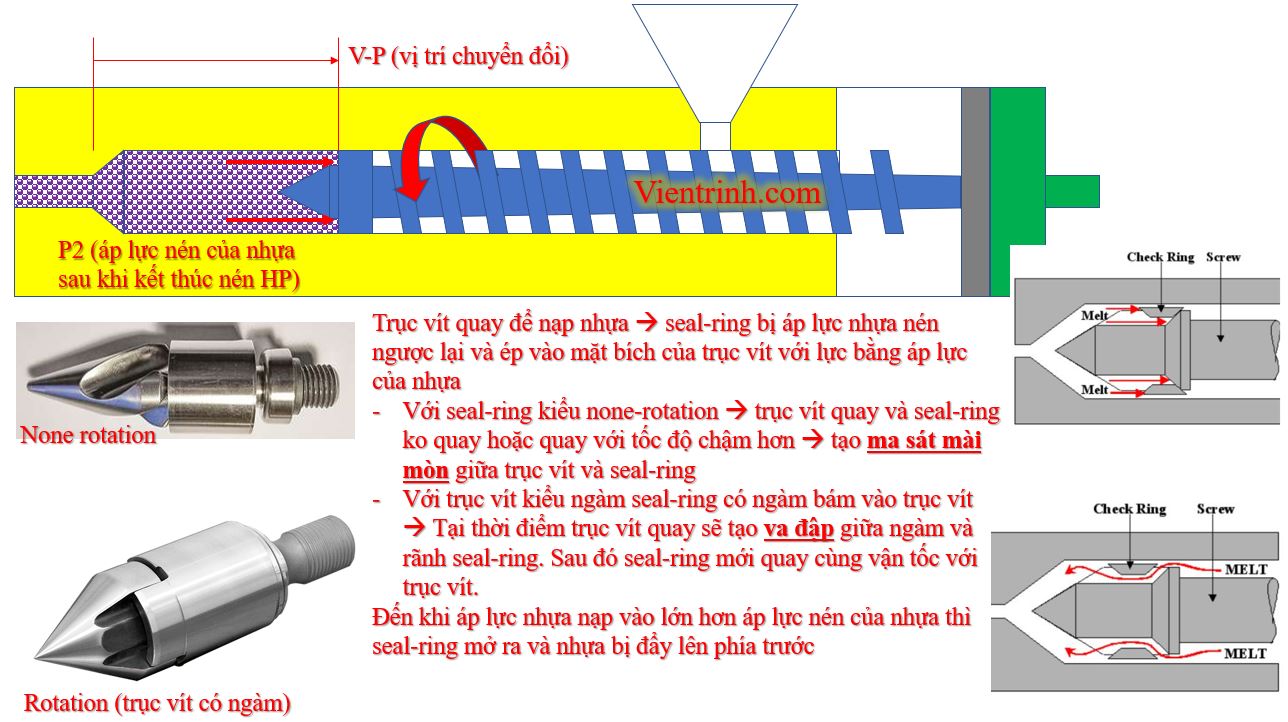
Tuy nhiên, ngay sau thời điểm kết thúc nén áp, mặc dù motor đã không tác động thêm lực vào phía sau trục vít, tuy nhiên ngay tại thời điểm này thì áp lực nhựa phía trước trục vít có thể còn khá lớn. Nếu trục vít quay để lấy nhựa ngay lập tức thì có thể phát sinh một số tác hại như hình bên dưới.
Thay vì đặt chương trình cho trục vít quay để lấy nhựa ngay khi hết thời gian nén áp. Thông thường nên đặt độ trễ của trục vít (delay time) khoảng 0.1 đến 0.5 giây trước khi quay để nạp nhựa. Thời gian trễ này sẽ giúp áp lực nén của nhựa phía trước trục vít giảm xuống (đẩy trục vít lùi lại). Hoặc cũng có thể đặt pull-back (suck-back) sau nén (after hold press) để xả áp lực nhựa trước khi cho trục vít quay và lấy nhựa cho shot tiếp theo
Dĩ nhiên rất khó để định lượng và phân tích được, tuy nhiên chắc chắn rằng nếu chúng ta cân nhắc và cài đặt chương trình đúc một cách hợp lý thì sẽ giúp chúng ta tiết kiệm chi phí sửa chữa, thay thế và tăng tuổi thọ trục vít.

(Ví dụ về hình ảnh trục vít bị mòn check ring)