BACK PRESS LÀ GÌ?
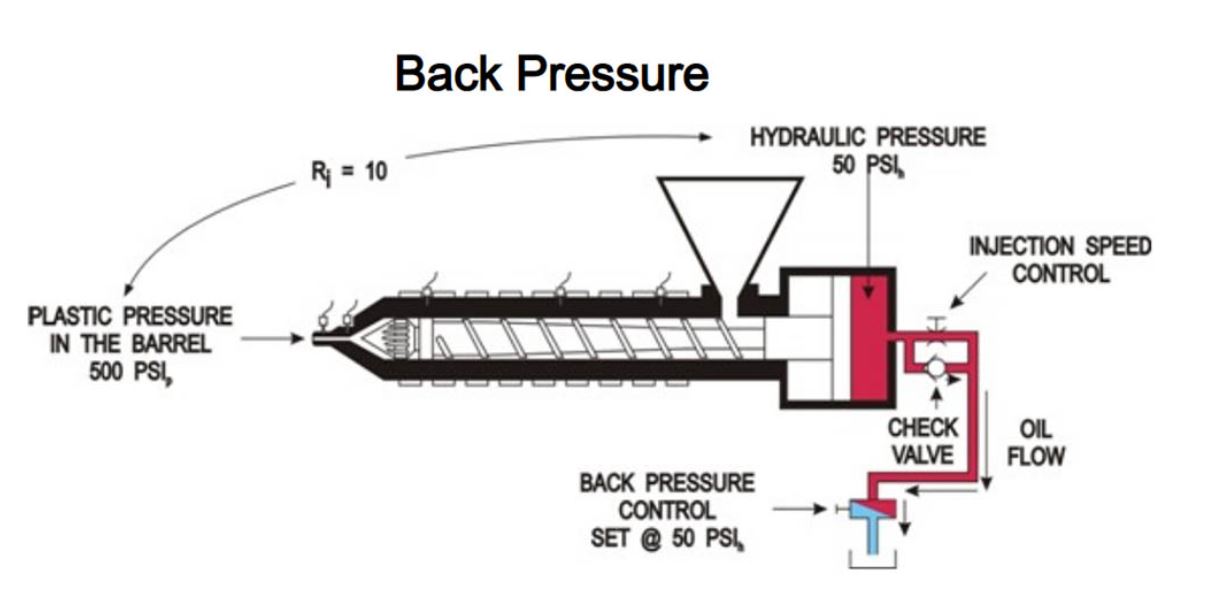
Back press là áp lực nén trong quá trình nạp nhựa. Trong quá trình trục vít quay để nạp nhựa, nhựa được đẩy lên phía trước trục vít và trục vít lùi dần. Back press là lực nén tác động lên phía sau trục vít, khi áp lực của nhựa phía trước trục vít lớn hơn lực nén này thì trục vít sẽ lùi lại.
Như vậy, back press cũng có thể được coi là áp lực nhựa (nhựa ở phía trước trục vít được nén lại cho đến khi cân bằng với áp lực phía sau trục vít).
Back press giúp nhựa được trộn tốt hơn (đồng đều màu sắc), giúp loại bỏ lượng khí nhỏ lẫn trong nhựa, kiểm soát độ ổn định của shot size, mật độ nhựa, trọng lượng sản phẩm…
(nguồn: fimmtech)
BACK PRESS LÀ BAO NHIÊU LÀ PHÙ HỢP?
Nên đặt back press ở giá trị thấp và không vượt quá 20% áp lực phun tối đa của máy. Có thể đặt back press khởi điểm ở mức thấp, sau đó điều chỉnh tăng dần để chọn giá trị phù hợp.
| MẶT TÍCH CỰC VÀ HẠN CHẾ CỦA BACK-PRESS | |
| TÍCH CỰC | HẠN CHẾ |
| – Kiểm soát nhiệt độ chảy dẻo của nhựa trong xylanh tốt hơn (không làm tăng nhiệt độ nhựa) – Giúp nhựa tan chảy đồng nhất hơn về độ nhớt và nhiệt độ – Hòa trộn màu sắc tốt hơn (với nhựa MBB – nên kết hợp với trục vít có thiết kế hỗ trợ nhào trộn) – Kiểm soát shot size tốt hơn – Đảm bảo mật độ nhựa trong quá trình trộn và nén. Nhựa nóng chảy điền đầy cách khoảng trống ở cánh vít, giúp loại bỏ khí và đảm bảo nhựa không bám lại lâu ở phía chân cánh vít (luôn di chuyển và bị đẩy lên phía trước) gây hiện tượng phân giải, cháy nhựa. – Giúp trục vít nạp được nhựa khi quay. Nếu không có back press, có thể xảy ra tình trạng trục vít quay và tự lùi lại do lực tác động của nhựa lên cánh vít. Khi đó nhựa sẽ đứng yên và trục vít bị lùi lại khi quay (giống như việc bạn giữ cố định đai ốc và xoay bulong ngược chiều kim đồng hồ, khi đó bulong lùi lại còn đai ốc thì đứng im) |
– Ảnh hưởng tới kết cấu của các sợi gia cường trong vật liệu (fiber-breakage). Giảm hiệu quả của các vật liệu gia cường – Ảnh hưởng tới tính chất vật liệu, có thể gây hiện tượng phân rã khi trục vít quay với tốc độ cao (Đặc biệt với nhựa PVC và acetal) – Làm tăng thời gian nạp nhựa và ảnh hưởng tới chu kỳ đúc sản phẩm |
BACK PRESS QUÁ THẤP?
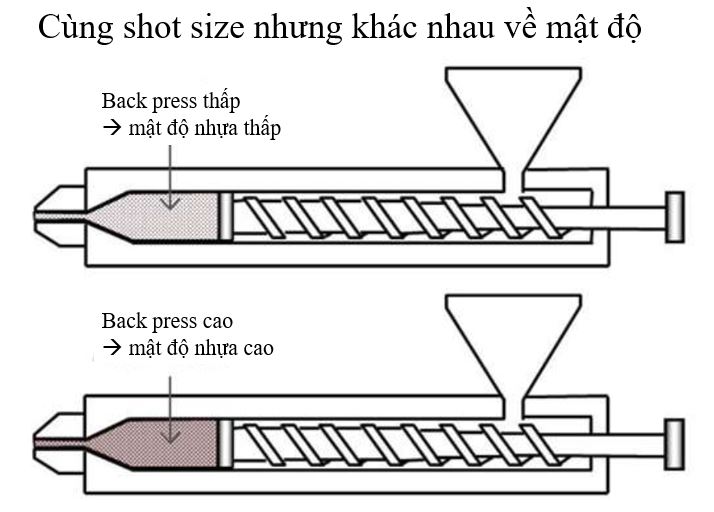
- Khi back press quá thấp, trục vít sẽ lùi lại rất nhanh trong quá trình nạp nhựa. Dẫn đến mật độ nhựa phía trước trục vít không đủ, khí lẫn trong nhựa, nhựa có thể bị bám và ủ trên bề mặt gốc cánh vít dẫn tới hiện tượng cháy nhựa…
- Do mật độ nhựa không đủ, dẫn tới thể tích nhựa không ổn định, shot size bất ổn định, trọng lượng sản phẩm không đồng đều giữa các shots
- Chất lượng nạp nhựa không tốt dẫn tới các lỗi sản phẩm như lõm bề mặt, silver, loang nhựa, bề mặt không đồng đều…
- Có thể xuất hiện các bọt khí bên trong sản phẩm, làm ảnh hưởng tới cơ tính.
BACK PRESS QUÁ CAO?
- Mật độ và áp lực nhựa phía trước trục vít sẽ tăng khi back press cao. Điều này gây ảnh hưởng tới kết cấu cơ khí của trục vít (mài mòn). Tương tự trường hợp để trục vít quay nạp nhựa ngay sau khi kết thúc nén áp (đã trình bày ở bài viết trước). Đôi khi trong thực tế các bạn nghe thấy tiếng két két của trục vít khi nạp nhựa.
- Nhựa bị phân giải (như đã đề cập trong mặt hạn chế của back press ở trên)
- Có thể gây hiện tượng trào nhựa. Với khuôn cool runner, back press quá cao sẽ làm nhựa nóng chảy phía trước trục vít bị nén với áp lực cao và tràn về phía runner đang nguội. Vùng nhựa này sẽ bị nguội và đi vào shot tiếp theo, làm ảnh hưởng tới chất lượng sản phẩm. (Chưa kể tới lỗi kéo tơ sợi tạo tạo ra ở cuống runner).
- Tăng thời gian lấy nhựa (ảnh hưởng tới chu kỳ).

BACK PRESS CÓ LÀM TĂNG NHIỆT ĐỘ NÓNG CHẢY CỦA NHỰA?
Thực nghiệm cho thấy, back press không làm tăng nhiệt độ nóng chảy của nhựa như nhiều người vẫn nghĩ. Mặc dù các bài viết trước vẫn đề cập rằng 80% nhiệt lượng nóng cháy của nhựa được sinh ra do lực cắt, mat sát cắt trong quá trình trục vít nạp nhựa. Tuy nhiên nhiệt lượng này được quyết định bởi tốc độ quay của trục vít. Khi tăng back press, nhiệt độ nhựa gần như không thay đổi. Trong khi tăng vận tốc quay của trục vít thì nhiệt độ có sự thay đổi rõ rệt.

Bạn có thể tham khảo video mô phỏng quá trình đúc trên youtube.