HOẠT ĐỘNG SẢN XUẤT VÀ HIỆU QUẢ SẢN XUẤT
Hoạt động sản xuất là công việc biến đổi nguyên vật liệu thành sản phẩm. Quá trình biến đổi: Gia công, lắp ráp, đun nóng, làm lạnh…
Trong Lean-6Sigma, quá trình được định nghĩa “là tập hợp các yếu tố cần thiết để chuyển đổi các yếu tố đầu vào thành sản phẩm đầu ra”
Để phục vụ quá trình này, cần tiêu tốn tài nguyên đầu vào như nguyên liệu, sức lao động, máy móc, năng lượng…
Hiệu quả sản xuất thể hiện việc sử dung tài nguyên đầu vào có hiệu quả.
Hiệu quả sản xuất = [Kết quả (sản phẩm của quá trình biến đổi) ] / [Tài nguyên đầu vào (3M & năng lượng)]
Trong đó 3M là Man, Machine, Material
Để nâng cao hiệu quả sản xuất hay “sản xuất ra một đầu ra như nhau nhưng sử dung ít tài nguyên đầu vào hơn”, cần giảm bớt các chi phí cố định để nâng cao lợi nhuận.
HIỆU QUẢ SỬ DỤNG LAO ĐỘNG
Chúng ta thử xem xét một yếu tố đầu vào là hiệu quả sử dụng lao động. Hiệu quả sử dung lao động được thể hiện theo công thức sau
Hiệu quả sử dụng lao động = [Sản phẩm đầu ra] / [Chi phí lao động đầu vào]
Để hoàn thành khối lượng công việc như nhau nhưng tiêu tốn lao động, cần phải nâng cao hiệu quả sử dụng lao động trong việc sản xuất ra sản phẩm.
Ngoài ra, việc bố trí số lượng lao động phù hợp với khối lượng sản xuất cũng rất quan trọng. Để nâng cao hiệu quả sử dụng lao động trong nhà máy, phải hiểu rõ “thời gian tiêu chuẩn của các loại công việc”.
NGUYÊN NHÂN CHỦ YẾU ẢNH HƯỞNG TỚI HIỆU QUẢ SỬ DỤNG LAO ĐỘNG
“Thời gian dư thừa” và “thời gian không hiệu quả” là nguyên nhân làm giảm hiệu quả sử dụng lao động nên cần phải loại bỏ thời gian này.
Chúng ta hay xem xét và suy nghĩ về cách sử dung thời gian trong một ngày. Trong đó sẽ có các khoảng thời gian được coi là thời gian dư thừa, đây là thời gian không làm việc do quản lý không tốt hoặc do bản thân người lao động.
- Do kế hoạch sản xuất không nhịp nhàng dẫn đến phải chờ đợi nguyên liệu (nhựa, thùng hộp, chờ lên nhiệt cho máy móc…) hoặc chờ chỉ thị công việc (do chưa có chỉ thị nên phải chờ phòng chất lượng đào tạo và ban hành)…
- Do quản lý thiết bị (thiết bị không đầy đủ, thiết bị hỏng hóc phải chờ sửa chữa…)
- Lãng phí, xao lãng công việc (Công việc bất đầu chậm, tán gẫu, …)
- Ngoài ra còn có các nguyên nhân như trao đổi các hang mục không cần thiết, họp hành quá mức, mất điện, nghỉ việc, chậm trễ…
Bên canh đó sẽ có các hoảng thời gian được coi là thời gian không hiệu quả. Chúng nằm trong thời gian làm việc. Ví dụ như các phát sinh chờ đợi, chậm trễ do hệ thống chế tạo, phương pháp làm việc kém, thời gian tăng thêm do thiết kế sản phẩm không tốt, thời gian làm việc không trực tiếp tạo ra kết quả công việc.
- Thời gian phát sinh do phương pháp làm việc không tốt (Ví dụ: Thừa thao tác như chuyển sản phẩm từ tay trái sang tay phải, sau đó lại chuyển sản phẩm từ tay phải vào vị trí đóng gói)
- Thời gian phát sinh do nhược điểm của bài trí (Ví dụ vị trí giữa bàn thao tác sản phẩm và vị trí để nguyên liệu đóng gói quá xa nhau, mất thời gian di chuyển)
- Chờ máy móc làm việệc (Ví dụ như chu kỳ của máy quá dài so với chu kỳ thao tác và đóng gói, sau khi làm xong sẽ phải chờ đợi máy làm ra sản phẩm tiếp theo)
- Phải làm lại vì dung cụ không tốt (Ví dụ dao cắt hoặc kìm cắt bị mòn, dẫn đến sản phẩm bị khuyết tật khi thao tác bằng các dung cụ này và phải làm lại hoặc kiểm tra lại)
Tóm lại, tất cả các thời gian dành cho hoạt động không tạo giá trị gia tăng NVA được coi là thời gian lãng phí (dư thừa hoặc không hiệu quả). Bạn có thể tìm hiểu về định nghĩa NVA tại bài viết trong phần 1 – nhận thức về sự lãng phí
THỜI GIAN SỬ DỤNG CHO CÔNG VIỆC
Tiếp theo, chúng ta thử xem xét đến thời gian sử dung cho công việc. Có người làm việc nhanh, có người làm việc chậm. Tuy nhiên chúng ta không thể nói vấn đề đơn giản chỉ là tốc độ thao tác. Tiếp theo, chúng ta sẽ liệt kê tất cả các yếu tố ảnh hưởng đến thời gian làm việc.
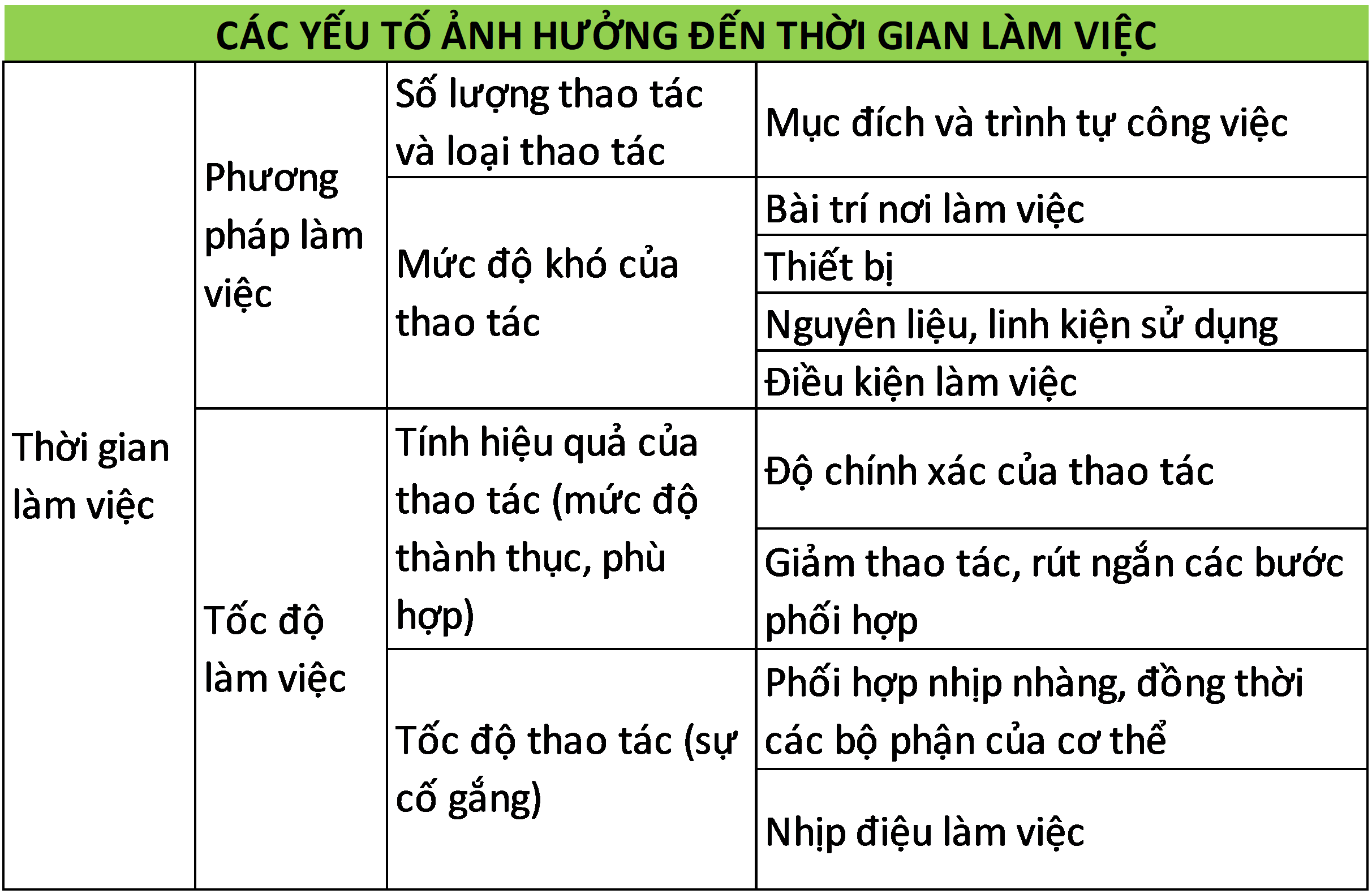
(1) Phương pháp làm việc
Thời gian làm việc không chỉ đơn thuần chịu ảnh hưởng của “tốc độ làm việc” mà còn chịu tác động lớn của “phương pháp làm việc”. Nội dung của phương pháp làm việc chúng ta sẽ tìm hiểu trong bài viết về “phương pháp WF” và nguyên tắc “thao tác có hiệu quả”, thời gian làm việc sẽ thay đổi phụ thuộc vào số lượng, loại thao tác và mức độ khó của thao tác.
Để tìm ra phương pháp làm việc tiêu tốn ít thời gian, điều quan trọng là phải có cách bài trí nơi làm việc hợp lý.
(2) Tốc độ làm việc
Tốc độ làm việc được quyết định bởi các yếu tố “tính hiệu quả của thao tác” và “tốc độ của thao tác”. Tính hiệu quả của thao tác là rất khác nhau, phụ thuộc vào sự phù hợp với công việc và mức độ thuần thục khi làm việc. “Tốc độ của thao tác” chịu ảnh hưởng lớn bởi tinh thần làm việc tích cực.
- Tính hiệu quả của thao tác (sự phù hợp với công việc, độ thành thục).
- So sánh giữa mức độ bình tĩnh khi làm việc của người có khinh nghiệm và dáng điệu hấp tấp của người mới, có thể thấy người có kinh nghiệm có khả năng làm việc cao hơn vì những thao tác của họ có hiệu quả hơn. Sự khác biệt ở đây là “độ chính xác” và “tính hiệu quả trong công việc”
- Tốc độ của thao tác (Nỗ lực và tinh thần làm việc).
- Điều kiện về thể lực
- Tuổi tác, giới tính, vóc người… → Sự vận động, sức khỏe và khả năng làm việc liên tục
- Điều kiện về tinh thần
- Ảnh hưởng của trưởng nhóm, người lãnh đạo → Nỗ lực cố gắng của cá nhân
- Điều kiện môi trường làm việc
- Nhiệt độ, độ ẩm, tiếng ồn, ánh sáng → Cảm giác yên tâm, thoải mái, an toàn, khả năng tập trung trong công việc.
- Điều kiện về thể lực
TÓM TẮT:
Một trong các yếu tố đầu vào ảnh hưởng tới hiệu quả sản xuất đó chính là hiệu quả sử dung lao động.
Thời gian dư thừa và thời gian làm việc không hiệu quả là nguyên nhân làm giảm hiệu quả sử dụng lao động.
Hiệu quả của thời gian sử dung cho công việc chịu ảnh hưởng bởi phương pháp làm việc và tốc độ làm việc.
Để cải tiến được phương pháp làm việc và tốc độ làm việc, chúng ta sẽ tìm hiểu về “phương pháp làm việc tiêu chuẩn” và “tốc độ làm việc tiêu chuẩn” trong bài viết về “thời gian tiêu chuẩn”.