Bằng cách sử dụng hiệu quả đầu đo, góc đo, hướng đo. Bạn có thể loại bỏ được nhiều nguyên nhân phổ biến gây lỗi và làm giảm sai số đo.
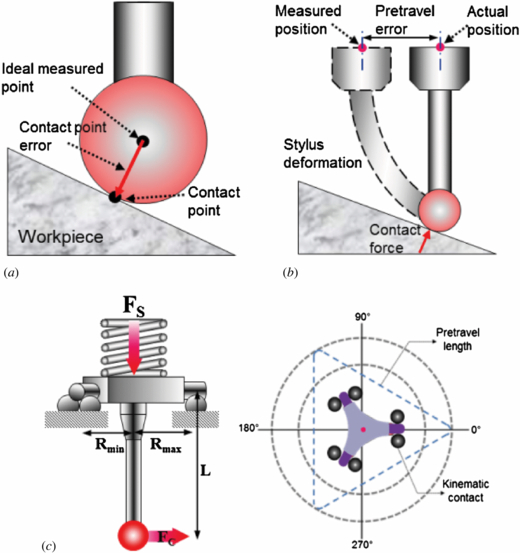
Ví dụ về hướng đo. Nên lựa chọn góc đo và hướng đo (vector chạm) sao cho đầu đo vuông góc với bề mặt cần đo của sản phẩm. Tough-trigger probe của máy đo CMM được thiết kế để thu được kết quả đo tối ưu khi đầu đo chạm vào phôi theo hướng vuông góc với thân đầu đo. Nếu có thể, bạn nên khống chế hướng chạm nằm trong khoảng ±20º trong phạm vi vuông góc với thân đầu đo để tránh bị trượt đầu đo. Kết quả đo sẽ không chính xác khi đầu đo bị trượt. Độ lặp và tái lặp của kết quả đo sẽ không tốt.
BỀ MẶT ĐO VÀ HƯỚNG ĐO (VECTOR ĐO)
Lưu ý: Vector chạm phải nằm trong phạm vi ±20º do với phương vuông góc với để giảm thiểu sai số do trượt đầu đo. Với bề mặt cầu, hướng chạm (vector chạm) nên vuông góc với mặt phẳng tiếp tuyến của mặt cầu tại điểm chạm (hay nói cách khác là vector chạm phải hướng tới tâm của hình cầu)
Trường hợp vector chạm song song với thân của đầu đo. Nghĩa là vector chạm có phương dọc theo trục của kim đo (stylus). Khi đó độ lặp của kết quả đo sẽ không tốt bằng phương pháp đo với vector chạm vuông góc với bề mặt đo.
LỰA CHỌN GÓC ĐO PHÙ HỢP
Trường hợp vector chạm không vuông góc cũng không song song với bề mặt cần đo, kết quả thu được có độ lặp (repeatability) còn thấp hơn cả trường hợp góc chạm trùng với trục của kim đo ở góc (0,0) như hình Figure 18 ở trên.
Và nên tránh tình huống tệ hơn đó là vector chạm song song với trục của kim đo khi đo ở góc khác (0,0) – tức là trục kim đo không thẳng với trục Z của máy đo. Khi đó kết quả đo có độ lặp rất thấp (Low repeatability). Và sẽ sảy ra sai lỗi lớn.

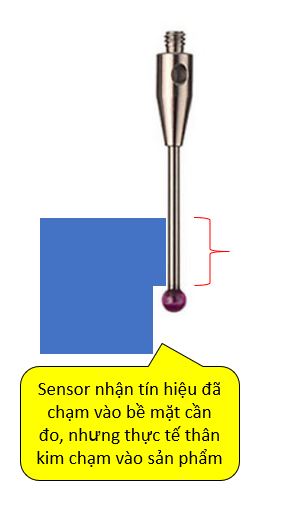
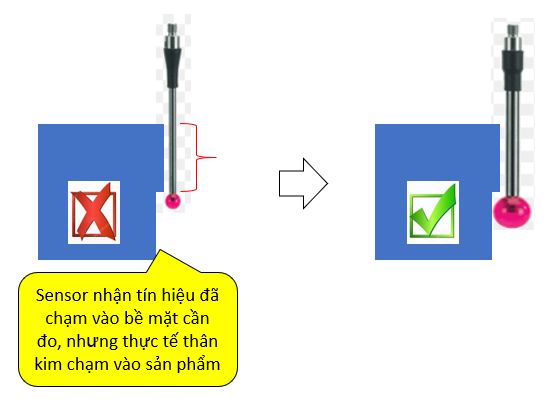
Chạm thân kim đo cũng là một nguyên nhân gây lỗi cho kết quả đo. Khi đầu đo chạm vào vật đo ở vị trí thân kim đo mà không phải là đầu đo (quả cầu ở đầu kim), máy đo nhận định rằng đầu đo đã chạm vào vật và nhận tọa độ điểm chạm. Khi đó kết quả đo là hoàn toàn không chính xác.
Bạn có thể giảm khả năng xảy ra lỗi chạm thân kim đo bằng cách sử dụng đầu đo có bán kính lớn hơn. Sử dụng đầu đo có chiều dài và bán kính lớn sẽ giúp đo được các vị trí ở sâu hơn. Ngoài ra, bán kính đầu đo càng lớn thì càng ít ảnh hưởng tới bề mặt vật đo vì điểm tiếp xúc được trải trên phạm vi rộng hơn. Tuy nhiên mặt hạn chế ở đây là đầu đo kích thước lớn bị giới hạn bởi kích thước các lỗ và khe hẹp (không thể di chuyển đầu đo qua khe, lỗ hẹp; hoặc không đủ khoảng lùi an toàn cho đầu đo.
Đầu đo ghi nhận điểm đo khi kim đo bị lệch một góc (một lượng) đủ lớn để sensor ghi nhận có sự tiếp xúc giữa đầu đo với vật đo. Do vậy, khi sử dụng đầu đo càng dài thì độ chính xác của kết quả đo càng giảm. Đặc biệt khi đo ở góc (90,90), khi đó trọng lượng của kim đo tác động tới lực chạm gây ảnh hưởng lớn tới sensor và làm sai số đo lớn hơn.
Trường hợp bất khả kháng, phải sử dung thanh nối dài. Bạn nên cân nhắc lựa chọn thanh nối carbon và thân kim đo bằng carbon để giảm trọng lượng, giảm sự cong vênh.
Năm 2016 – Trong quá trình sử dụng máy đo CMM Mitutoyo tôi đã từng gặp trường hợp sensor ở TP200 nhấp nháy trong quá trình di chuyển (nhận tín hiệu chạm) khi sử dụng kim đo bằng kim loại với cấu trúc đầu đo như sau: PH10MQ + TP200 + Low force + (2x) Stylus Extension 30mm + Stylus probe 20mm (đầu đo D=1mm)
Khi xác nhận với maker Mitutoyo thì họ báo trọng lượng kim đo (2 thanh Stylus Extension và 1 Stylus Probe) lớn hơn tiêu chuẩn của nhà sản xuất nên họ không hỗ trợ và khuyến cáo chuyển sang sử dụng đầu đo và thanh nối bằng carbon.
Tuy nhiên tôi thấy vẫn chưa thuyết phục vì nếu vậy thì một số đơn vị sử dụng đầu đo dạng Star sẽ vận hành sao nổi???
LỰA CHỌN KIM ĐO
Để kết quả đo được ổn định và chính xác nhất. Cần chú ý một số nguyên tắc lựa chọn kim đo sau
Chọn kim đo ngắn nhất trong khả năng của bạn
Kim dài sẽ bị lệch và bị uốn nhiều hơn kim ngắn. Điều này làm độ chính xác của kết quả đo bị giảm đi
Giảm thiểu tối đa việc sử dung thanh nối dài (extension)
Mỗi lần bạn tăng thêm một khớp nối (extension), bạn đã tăng thêm cơ hội cho sai lệch đo do độ lệch bởi lắp ráp hoặc độ uốn khi tăng thêm chiều dài bằng cách sử dung thanh nối extension.
Sử dung đầu đo có bóng chạm (ball) lớn nhất (nếu có thể)
Bóng đo lớn sẽ giảm khả năng xảy ra lỗi chạm thân kim đo và giảm thiểu ảnh hưởng của bề mặt sản phẩm
LỰA CHỌN VẬT LIỆU BÓNG ĐO (BALL)
Tùy thuộc vào vật liệu sản phẩm và hình thức đo (Đo điểm rời rạc hay đo tiếp xúc liên tục dạng scan) để quyết định lựa chọn loại đầu đo phù hợp.
Theo tiêu chuẩn, với các sản phẩm thông thường. Loại bóng đo được sử dụng làm từ Ruby tổng hợp. (Nhôm oxit tinh khiết chuyển thành dạng tinh thể ở 2000º C). Chúng có đặc điểm là độ nhẵn, mịn cao; độ bền nén cao và có khả năng chống ăn mòn cơ học.
Có một số loại sản phẩm không phù hợp với bóng đo Ruby. Ví dụ như với sản phẩm bằng nhôm. Nhôm và bóng đo Ruby tổng hợp có hiện tượng bám dính. Khi đó phoi hoặc bụi nhôm trên sản phẩm có thể dính trên bóng đo và ảnh hưởng tới độ chính xác. Trong trường hợp này, cần sử dung bóng đo bằng vật liệu silic nitrit.
Đối với trường hợp đo scan dạng quét liên tục trên bề mặt vật liệu bằng gang. Để giảm thiểu sự mài mòn, cần sử dụng bóng đo Zirconia.
LỰA CHỌN VẬT LIỆU KIM ĐO (STYLUS)
Thép (Steel)
Thép không gỉ (stainless steel) thường được sử dụng cho kim đo với đường kính bóng đo 2mm hoặc lớn hơn. Chiều dài thân kim có thể lên tới 30mm.
Cacbua Vonfram
Với ưu điểm về độ cứng, vật liệu này thường sử dụng cho các kim đo có đường kính 1mm trở xuống. Chiều dài kim đo có thể lên tới 50mm
Gốm (Ceramic)
Đối với đường kính bóng đo lớn hơn 3mm và chiều dài kim đo trên 30mm. Kim đo bằng gốm cho độ cứng tương đương thép nhưng trọng lượng lại nhỏ hơn cả so với Cacbua Vonfram. Ngoài ra, với vật liệu bằng gốm, trong trường hợp có sảy ra va chạm trong quá trình đo. Thân đo bằng gốm sẽ dễ bị phá vỡ và bảo vệ được các thiết bị khác trong đầu đo như Standard force, TP200, …
Bạn thử hình dung, với đường kính kim đo lớn, nếu sử dung vật liệu Cacbua Vonfram hoặc thép. Khi va chạm xảy ra, thông thường sẽ hỏng (vỡ) bóng đo ruby hoặc bay luôn đầu đo tại vị trí khớp nối từ trường. Sẽ rất tệ nếu phương đo thẳng với trục của kim đo.
Sợi cacbon (Carbon Fiber)
Với độ cứng vượt trội trong khi trọng lượng lại siêu nhẹ. Vật liệu sợi các bon là loại vật liệu trơ. Không nhạy cảm với nhiệt độ môi trường, có khả năng làm việc trong nhiều hoàn cảnh về điều kiện môi trường khác nhau.
Với các ưu điểm về độ cứng và trọng lượng nêu trên, vật liệu sợi cacbon thường sử dụng cho các kim đo có chiều dại trên 50mm.
LỜI KẾT
Sau một chuỗi bài viết liên quan đến máy đo CMM như
- Hệ trục tọa độ
- Căn chỉnh hệ trục tọa độ (Alignment)
- Measured và Constructed
- Compensation
- Projection
- Probe
Hy vọng các bạn có thêm những kiến thức hữu ích và hiểu khái quát về máy CMM cũng như những đối tượng, chức năng mà chúng ta thường tiếp xúc trong quá trình sử dụng máy.
Nội dung tiếp theo sẽ đề cập tới dung sai kích thước và dung sai hình học.